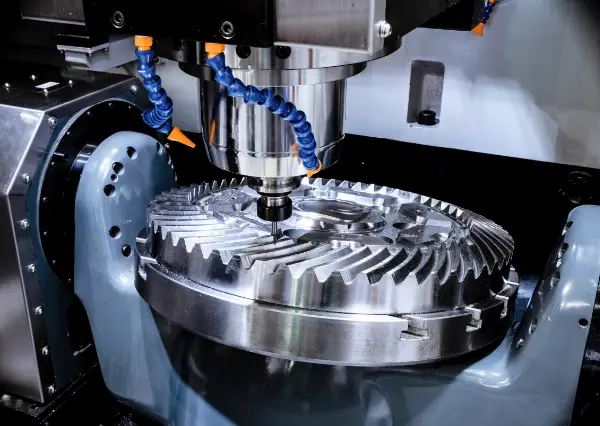
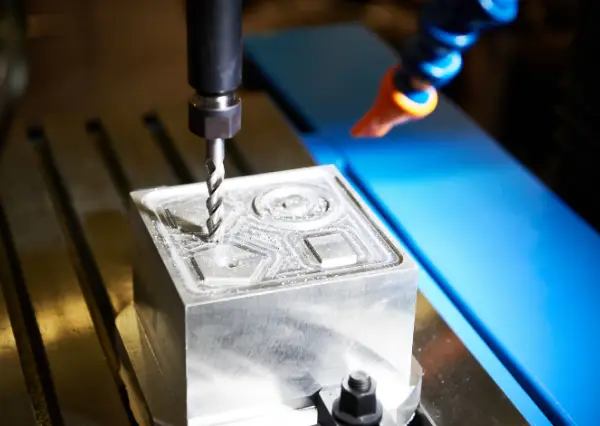
Services d'usinage
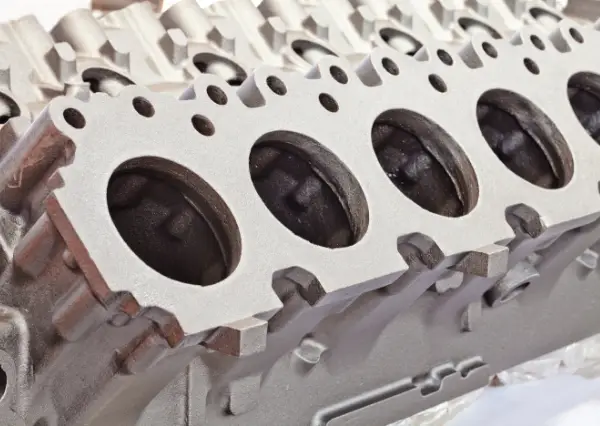
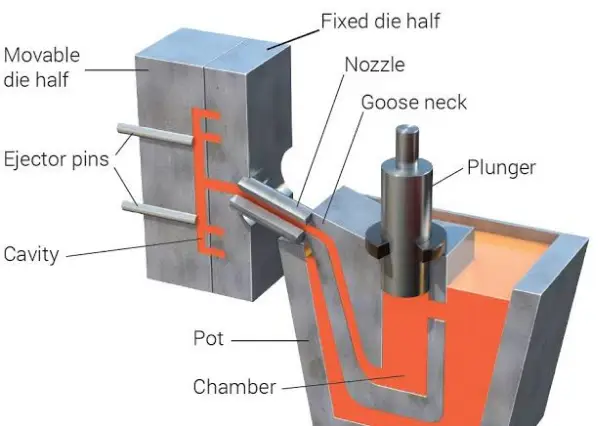
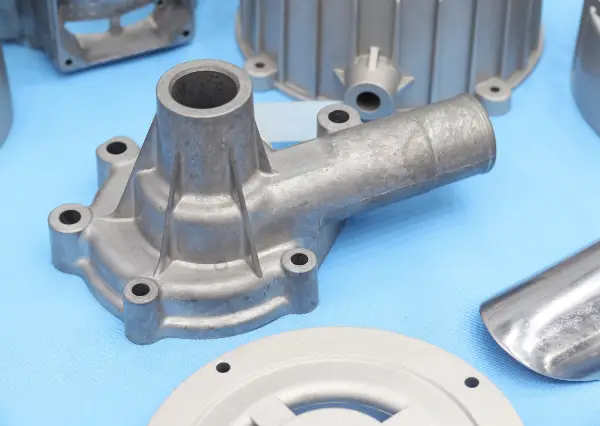
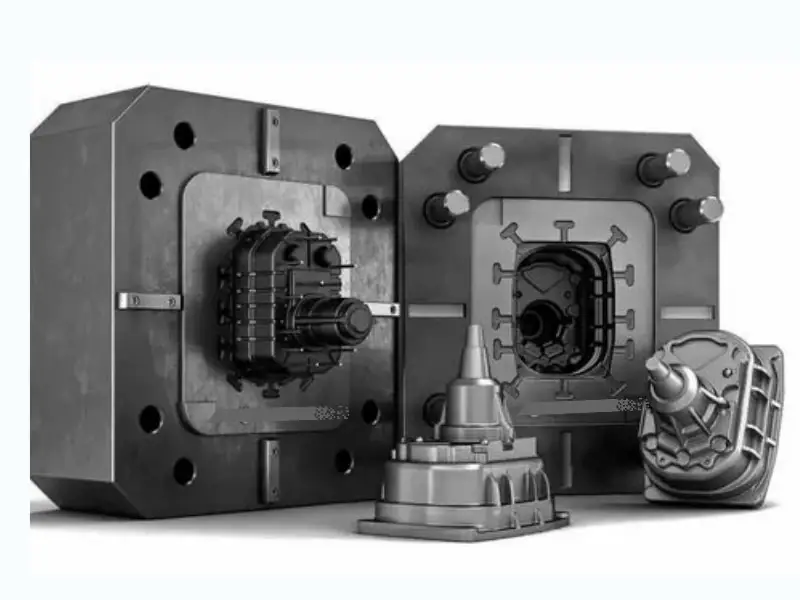
Services de moulage
Services de fabrication
Industrie aerospatiale
Fournissez une production efficace et une conception plus rapide à la livraison.
Automobile
Produisez des pièces de précision qui dépassent les normes de l'industrie.
Automatisation
Créez et testez rapidement des produits pour les commercialiser.
Produits de consommation
Commercialisez plus rapidement de nouveaux produits abordables.
Communication
Donnez les moyens d'innover plus rapidement, en maximisant les performances.
Electronique
Innovation dans les boîtiers pour la production à faible volume.
Équipements industriels
Livrez des machines qui surpassent la concurrence.
Nouvelle énergie
Accélérer l'innovation et le développement.
Dispositifs médicaux
Construisez des prototypes et des produits conformes à la sécurité médicale.
Robotique
Améliorez l'efficacité avec une qualité de pièce précise, rapide et constante.
Semi-conducteurs
Accélérez la mise sur le marché grâce à la production à la demande.
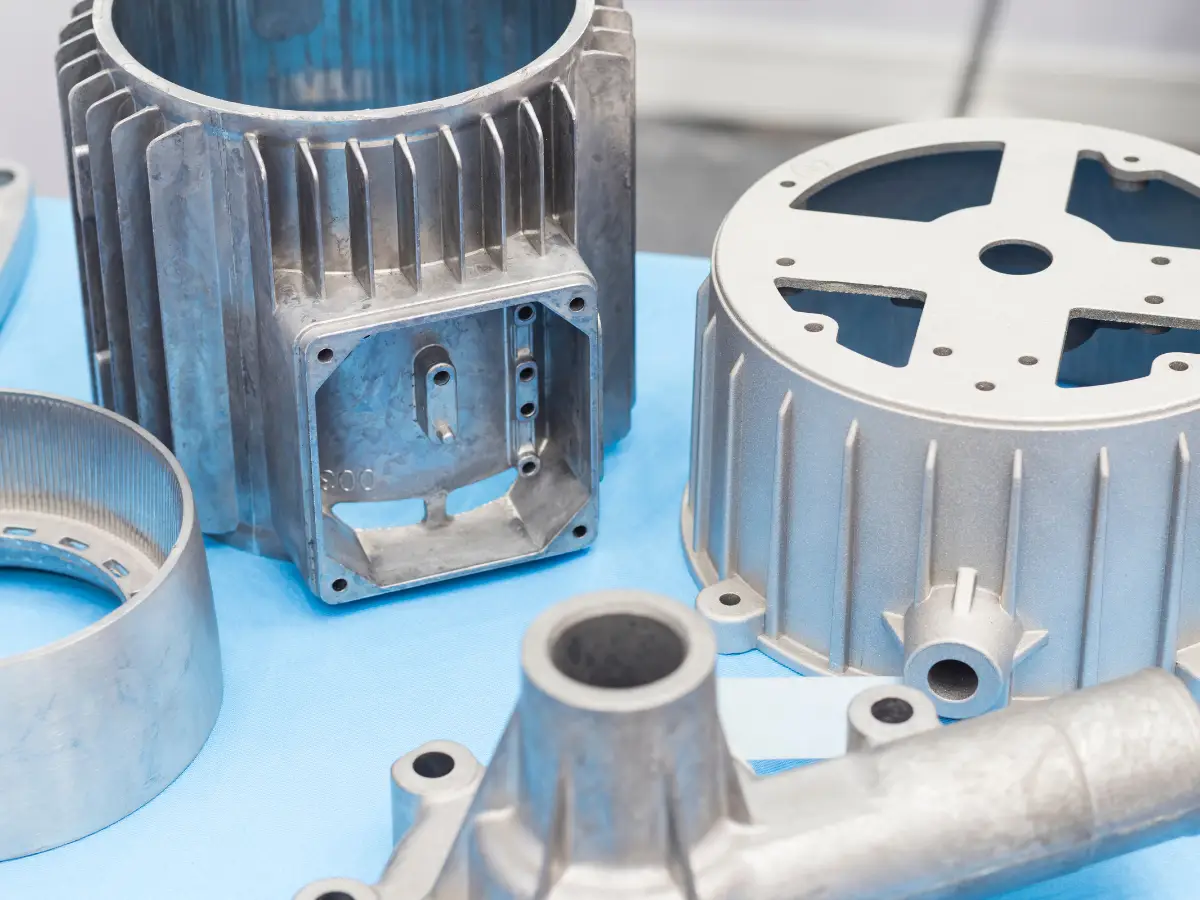
Usinage CNC pour l'aérospatiale
Le niveau de précision extrêmement élevé requis dans l'industrie aérospatiale fait de l'usinage CNC un processus de fabrication adapté au secteur.
Cet article vous fournit un guide complet sur l'usinage aérospatial et son importance.
eBooks
Améliorez votre savoir-faire en matière de fabrication grâce à notre collection de livres électroniques.
Études de cas
Apprenez des histoires réussies pour inspirer votre projet.
Finitions de surface
Choisissez parmi plus de 30 options de finition de surface.
Matériel
Choisissez parmi plus de 50 métaux et plastiques pour votre projet.
Livre électronique sur l'usinage CNC
Si vous souhaitez produire des pièces usinées de haute qualité avec une apparence élégante, il est essentiel de prendre en compte certains facteurs critiques liés à l'usinage CNC.
Ici, nous avons rassemblé quelques informations de base et des considérations importantes pour vous aider à obtenir les résultats souhaités.
À propos de Rapid Direct
Notre vision, notre mission, notre historique de développement et notre équipe dévouée.
À propos de notre plateforme
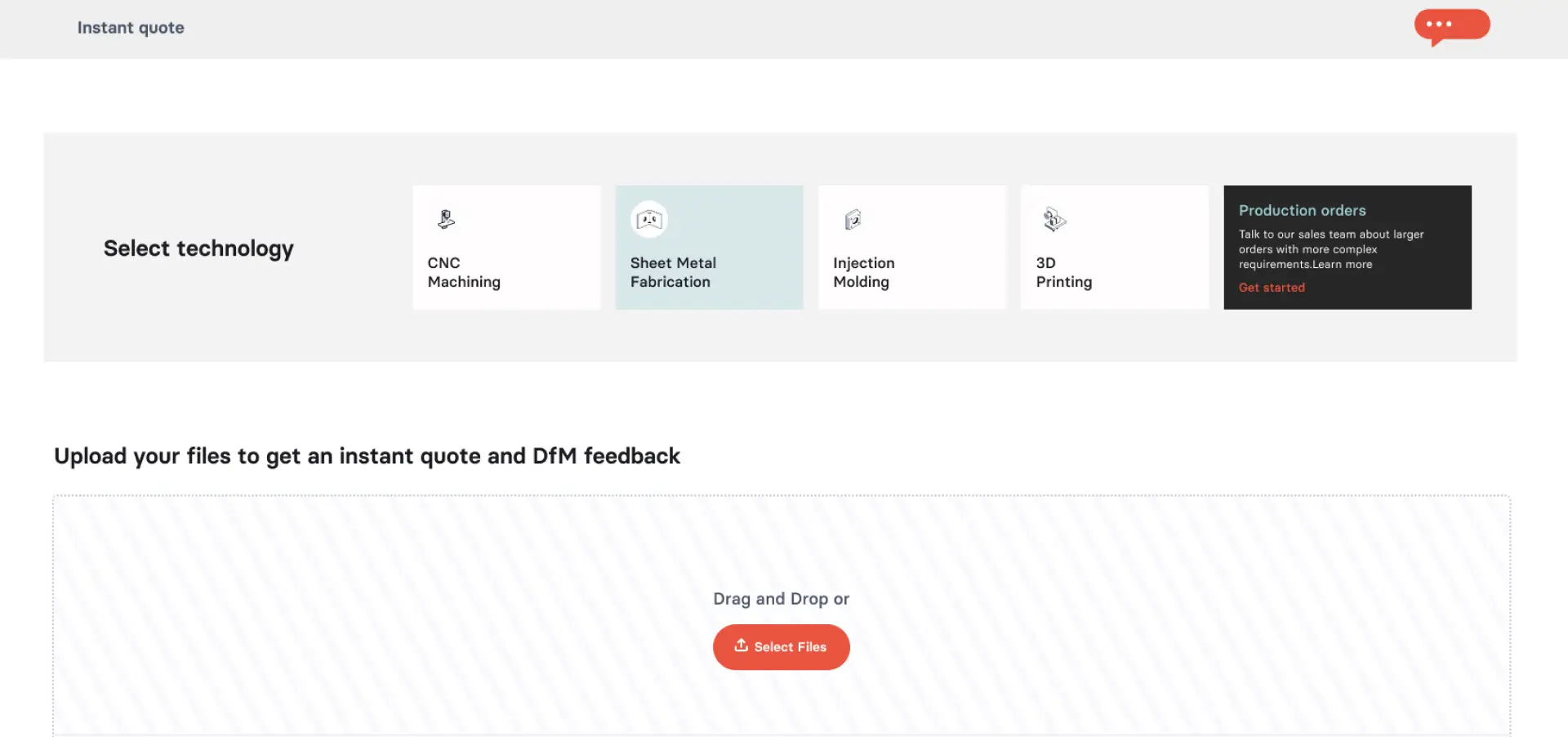
Obtenez des devis instantanés avec notre plateforme en ligne intelligente.
QA
Livrer des pièces de qualité qui répondent aux exigences et dépassent les attentes.
Contactez-Nous
-
Bâtiment A12, Parc Industriel de Haosi
Route Nanpu, rue Xinqiao, district de Bao'an
Shenzhen, Chine, 518104 - 0755-85276703
- [email protected]
Devis instantané pour la fabrication de tôles et nouvelle page d'accueil
Des nouvelles passionnantes de RapidDirect ! Nous avons déployé deux mises à jour passionnantes pour améliorer votre parcours de fabrication.
- Devis instantané pour la fabrication de tôles
- Une toute nouvelle expérience de page d'accueil