


Parmi plusieurs procédés de fabrication de pièces métalliques, le moulage de métaux est connu pour sa capacité à créer des formes complexes, sa polyvalence de matériaux et sa production en grand volume. Mais qu'est-ce que le casting exactement ? Il s'agit du processus de conversion du métal brut et des alliages en pièces fonctionnelles souhaitées en versant leur forme fondue dans une cavité de matrice préconçue, suivi d'une solidification. Pendant ce temps, la cavité de la matrice est le miroir de la géométrie prévue de la pièce.
Vous pouvez trouver de nombreux types de techniques de moulage, chacune avec des caractéristiques et des avantages uniques ; le moulage au sable, le moulage sous pression et le moulage par investissement en sont quelques-uns. Cependant, les méthodes à utiliser dépendent du type de matière première et des spécifications des pièces conçues. Cet article abordera le processus de coulée, les techniques, les métaux et alliages compatibles, les avantages et les inconvénients pour fournir un aperçu complet.
Qu'est-ce que le casting ?
Il fait référence à toute pièce en métal ou en alliage fabriquée lorsque le métal en fusion forme une géométrie lors de la solidification. Le métal liquide reprend la géométrie de la cavité qui le contient. Après la coulée, le matériau s'écoule dans chaque coin de la cavité (matrice ou moule) et capture chaque détail. Ensuite, la pièce est éjectée vers une matrice ou une cavité de moule.
Si l’on regarde son histoire, la fonte remonte à sept mille ans (vers 3200 avant JC) dans l'ancien Mésopotamie et Chine pour convertir le cuivre en différents objets utiles. Ensuite, le moulage au sable est devenu l’un des moyens de fabrication les plus importants d’outils et d’ustensiles de cuisine après 645 avant JC.
À l’ère de la fabrication moderne, le processus de moulage des métaux est intégré dans toutes les industries à mesure que ses capacités se développent continuellement. Elle permet de fabriquer des composants précis et complexes à bas prix, en particulier dans le cadre de séries à grand volume. La matrice, le moule ou d'autres formes de cavités peuvent produire des milliers, voire des millions de pièces identiques. Cependant, le sable et les moules d'investissement ne sont utilisables qu'une seule fois, ce qui est économique pour les projets de prototypage. De plus, les pièces moulées préservent les propriétés mécaniques et physiques d’origine.
Comment fonctionne le casting ?
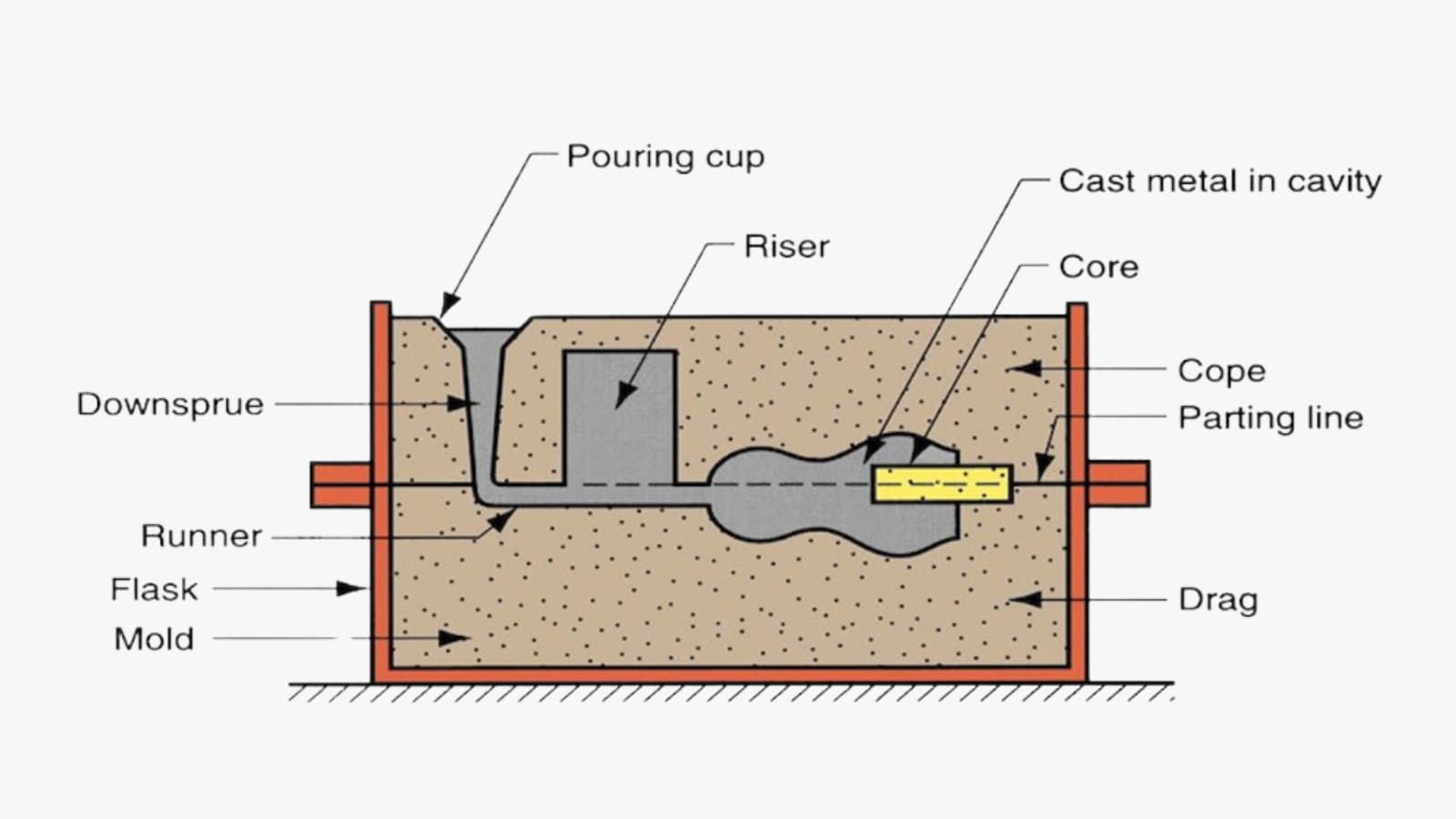
Le processus de coulée ou de moulage par coulée implique deux types d'approches différents, utilisant un modèle de cavité et une matrice ou un moule précis pouvant résister à de nombreux cycles. Voici quelques terminologies liées à son fonctionnement :
- Modèle : Il s’agit de la réplique grandeur nature de la pièce souhaitée réalisée avec du métal, du plastique ou du bois utilisé pour façonner le moule.
- Noyau et cavité : la cavité fait référence à une section creuse qui décrit les caractéristiques externes de la pièce moulée, tandis que le noyau crée des caractéristiques internes, telles que des trous et des canaux.
- Système de passage : canaux qui guident et contrôlent le flux de liquide métallique du four de coulée vers la cavité. Il comprend des composants tels que des carottes, des glissières et des portes.
- Colonne montante : Un réservoir dans le moule qui alimente le métal en fusion vers la pièce moulée pour compenser le retrait pendant la solidification, garantissant ainsi que la pièce moulée reste exempte de cavités et de défauts.
Ensuite, expliquons étape par étape le fonctionnement du casting.
Étape 1 : Création de la cavité du moule
Un motif est nécessaire pour créer la cavité car il agit comme la masse corporelle de la forme souhaitée. La réplique ou le motif peut être réalisé avec du bois, du plastique ou de la cire. Par la suite, certaines considérations sont essentielles dans la conception et la fabrication du modèle, telles que l'adaptation des dimensions pour la tolérance de retrait, les angles de dépouille pour un retrait facile, les impressions de base pour les sections creuses, etc.
Après avoir créé le motif, celui-ci est placé dans une boîte de moulage entourée d'un matériau de moulage comme du sable ou de la céramique. Ensuite, il capture la forme et quitte la cavité en s'éjectant. Cependant, les cavités permanentes du moule sont réalisées avec des techniques de fabrication avancées telles que CNC et Usinage par électroérosion en acier inoxydable ou en aluminium.
Étape 2 : Verser le matériau fondu
Premièrement, la fusion du matériau implique un arc électrique, une induction ou un creuset, selon la taille de la pièce coulée. Par exemple, une coulée de grande taille nécessite de grands fours pour faire fondre la matière première et de petites poches pour la transférer avant la coulée.
La coulée se fait par manipulation manuelle du creuset ou par basculement mécanique et hydraulique. Cependant, les machines de coulée continue peuvent verser automatiquement le matériau fondu dans la base de coulée à mesure que les moules se déplacent le long d'une chaîne de production. La température varie en fonction du point de fusion du matériau de coulée. Par exemple, le moulage en acier inoxydable atteint des températures allant de 1000 1250 ℃ à XNUMX XNUMX ℃. Ensuite, des systèmes de carottes et de portes guident le matériau liquide vers la cavité.
Étape 3 : Refroidissement et solidification
Une fois que le métal liquide a capturé les détails de toutes les cavités, il est laissé refroidir et se solidifier pendant une période de temps spécifique. Le système de refroidissement peut impliquer des canaux et des passages pour contrôler la vitesse de refroidissement. Pendant ce temps, le temps de refroidissement dépend de la taille de la pièce moulée, de ses subtilités et du type de matériau.
Pendant la solidification, de minuscules particules solides appelées noyaux se rassemblent et démarrent la croissance cristalline, formant finalement la structure granulaire du matériau respectif. Ce mécanisme permet de retrouver les propriétés originales.
Étape 4 : Suppression du produit Cast
Enfin, le produit est démoulé. Si le moule est expansible (sable ou fonderie de précision), l'opérateur ou le système mécanique le casse pour éjecter les pièces finales. D'autre part, des mécanismes d'éjection éliminent les produits métalliques coulés dans le cas de moules et de matrices réutilisables. Ensuite, le nettoyage et le post-traitement garantissent la précision dimensionnelle et la qualité de finition.
Maintenant que nous savons ce qu'est le casting et son mécanisme de fonctionnement fondamental, discutons des types de casting.
Différents types de méthodes de coulée
Alors que les industries recherchent continuellement des pièces moulées plus précises et plus complexes, les technologies de moulage des métaux développent parallèlement de nouvelles méthodes et techniques. Vous pouvez trouver de nombreux types de méthodes de moulage, telles que les méthodes de moulage au sable ou à la silice et de moulage sous pression, chacune ayant des capacités uniques. L'analyse comparative (processus, avantages et applications) de ces techniques peut vous aider à décider laquelle convient le mieux à votre projet.
Voici les méthodes de moulage courantes dans la fabrication.
Moulage en sable
La méthode de moulage dans un moule en sable utilise des matériaux fins à base de silice ou des grains de sable bien emballés pour fabriquer le moule. Le moule comporte deux sections ; faire face et faire glisser (moitié supérieure et inférieure). Pendant ce temps, le métal en fusion est déversé dans la cavité formée par ces deux tronçons. Ce mécanisme garantit également un alignement précis, une manipulation aisée, des formes complexes et un déclenchement efficace.
Avantages :
- Le processus de fabrication de moules et de moulage est simple et très rentable en termes de coût d'outillage.
- Le moulage en sable est compatible avec presque tous les alliages, ferreux et non ferreux.
- Polyvalence en forme et en taille. Il peut couler des pièces pesant plus de 200 tonnes.
- Bien que la précision des dimensions soit faible, le post-traitement est simple et prend moins de temps.
Applications : Pistons, bagues, composants électroniques, vannes, roulements, carters de moteur, machines d'usine, etc.
Casting d'investissement
Votre processus de moulage par moulage à modèle perdu est relativement plus complexe que le moulage au sable. Il s'agit de préparer un moule à l'aide de modèles en cire reliés dans une carotte de cire centrale. Ensuite, un matériau réfractaire comme la céramique entoure ce réseau. Ensuite, le chauffage du moule fait fondre les motifs de cire à l'intérieur du réfractaire et laisse la cavité avec une finition lisse, raison pour laquelle on l'appelle également moulage à la cire perdue. Ensuite, du liquide est versé dans cette cavité et le moule est brisé pour retirer les pièces une fois la solidification terminée.
Avantages :
- L'utilisation d'un modèle en cire permet de réaliser des sections creuses, des contre-dépouilles et des canaux internes sans insérer le noyau.
- Structure à grain fin et meilleure finition de surface.
- Bonne précision dimensionnelle (± 0.1 mm)
- Pièces à parois minces et géométries complexes
Applications : Composants militaires et aéronautiques tels que pièces de moteurs, composants d'installations industrielles, systèmes de moteurs et d'échappement automobiles, implants et instruments médicaux, etc.
Coulée sous pression
Ce moulage utilise des moules permanents (appelés matrices) fabriqués à partir de matériaux solides comme l'acier à outils trempé. Il est généralement utilisé pour des matériaux comme le zinc, l’aluminium, le cuivre et l’étain. Le processus de moulage sous pression comprend la fusion de la matière première dans un four, qui peut ou non être fixé à la machine de coulée. Ensuite, le piston hydraulique ou mécanisme d’injection transfère le liquide dans la filière. Pendant ce temps, la pression peut atteindre jusqu’à 25000 XNUMX psi.
Avantages :
- Tolérances strictes et cohérence tout au long des cycles de production
- Moins de besoins en opérations de post-traitement
- Rentable pour la production à grand volume
Applications : Il a un large spectre d'applications ; les pièces automobiles, les aubes et cellules de turbine d'avion, les boîtiers électriques, les articles industriels, les machines-outils et les appareils électroménagers en sont quelques exemples.
Coulée centrifuge
La méthode de coulée centrifuge ou rotative utilise un moule cylindrique qui tourne autour de son axe, et du métal liquide est coulé dans ce moule rotatif. La force centrifuge pousse le métal coulé contre les parois du moule, formant une couche uniforme. Ensuite, la solidification donne la forme du moule avec une épaisseur spécifique.
Avantages :
- Exempt de porosité grâce à l'alimentation continue en liquide métallique
- Comme les pièces coulées par centrifugation se solidifient vers l’intérieur, le risque de poches de gaz et de cavités de retrait est minime.
- L'absence de colonne montante réduit la consommation de matière lors de la phase de coulée.
- Une structure de grains dense et homogène.
Applications : Cette fabrication de fonderie est principalement utilisée pour fabriquer des éléments symétriques, tels que des cylindres creux, des manchons d'arbre, des tuyaux et des tubes, des récipients sous pression, des formes de disque, etc.
Moulage à basse pression
La pression du four de coulée ou sous pression fixé à la machine de coulée consiste généralement en une pression de 0.02 à 0.07 Mpa. Le four de coulée reste sous la pièce moulée, force le liquide métallique vers le haut avec le tube montant, puis le transfère dans la cavité. La pression continue est nécessaire pour remplir la cavité. Une fois rempli, les canaux de refroidissement refroidissent le moule de manière contrôlée jusqu'à obtenir une solidification complète.
Avantages :
- La basse pression permet un contrôle précis du remplissage et élimine les turbulences, réduisant ainsi les défauts comme la porosité et le retrait.
- Haute précision et moulage détaillé.
- Le procédé de coulée à basse pression est compatible avec divers matériaux non ferreux comme les alliages d'aluminium.
- Le remplissage lisse permet également de couler des angles vifs et des géométries complexes.
Applications : Moyeu et cadre de cylindre, moyeux de roues, ustensiles de cuisine, profils creux et complexes sur mesure, raccords, composants d'appareils électroniques, etc.
Moulage sous pression par gravité
Le mécanisme d'injection sous pression ou de piston n'est pas nécessaire pour le coulage du métal pendant le processus de moulage sous pression par gravité. Il s’agit de transférer la matière du four ou de la poche dans le moule par gravité. Aucune autre force n’influence le débit jusqu’à ce que le remplissage soit terminé. De plus, il convient principalement aux alliages non ferreux à bas points de fusion, tels que le cuivre, le zinc, l'aluminium et le magnésium.
Avantages :
- Structure définie, meilleures propriétés mécaniques et finition de surface.
- L'absence de flux de pression permet d'obtenir une porosité minimale dans les pièces finales.
- Il dispose d'un outillage plus simple que les autres moules permanents car il ne nécessite pas de mécanisme d'injection.
Applications : Le moulage sous pression par gravité offre diverses applications dans de nombreux secteurs, notamment les composants automobiles, les pièces de machines industrielles, les éléments de moteurs et de boîtiers aérospatiaux, les articles de décoration, les pièces pour appareils électroménagers, etc.
Coulée sous vide
Comme son nom l'indique, le processus de coulée sous vide moule les états fondus du métal ou du plastique dans le vide. Généralement, une pompe ou un mécanisme similaire élimine tout l'air à l'intérieur du moule pendant le processus.
Les moules en silicone, comme en polyuréthane, sont utilisés pour le moulage du caoutchouc et du plastique. Cependant, d’autres types de moules et de matrices sont également applicables au moulage sous vide de différents matériaux. De plus, cette fabrication par moulage imite certaines caractéristiques de la technique de moulage par injection. Cette stratégie de coulée sous vide est également adaptable au moulage sous pression standard pour minimiser le risque de piégeage d'air.
Avantages :
- Haute précision et exactitude, en particulier pour les projets où les moules sont imprimés en 3D.
- Moulage fin avec des détails complexes
- Il élimine le risque de formation de pores à l’intérieur du métal coulé.
- Bonne capacité de couler des pièces avec des parois plus fines
Applications : Prototypes fonctionnels en plastique, implants et prothèses médicaux, biens de consommation, panneaux de carrosserie automobile et autres composants, composants de transformation alimentaire, etc.
Presser le moulage sous pression
Cette méthode crée les pièces en pressant le matériau liquide et semi-solide à l’intérieur de la matrice. Tout d'abord, le métal liquide remplit la matrice ouverte chauffée, puis les parties supérieures la ferment et exercent une pression via la plaque hydraulique attachée ou d'autres mécanismes appropriés. Les pièces se solidifient sous pression et offrent de meilleures caractéristiques mécaniques. En outre, il est également connu sous le nom de forgeage de métal liquide.
Il existe deux types de moulage sous pression par compression : direct et indirect. Dans le processus direct, le métal fondu remplit la filière et la moitié supérieure ferme la filière. D'autre part, les types indirects injectent d'abord le métal en fusion dans la cavité, puis appliquent une haute pression via un poinçon ou un piston.
Avantages :
- Excellente texture de surface et porosité minimale.
- Cycles de production rapides.
- Le moulage par compression produit des pièces précises (presque de forme nette).
- Un transfert de chaleur rapide pendant le pressage donne lieu à des microstructures fines.
Applications : Composants automobiles à haute résistance tels que les supports de châssis et de moteur, les pièces aérospatiales, les engrenages industriels et les composants hydrauliques, les pièces de dispositifs médicaux, etc.
Coulée de mousse perdue
La raison derrière le nom « mousse perdue » est qu’un motif en mousse de polystyrène de la pièce souhaitée est responsable de la production de la forme finale. Le motif est placé à l'intérieur des matériaux réfractaires, qui fondent après avoir versé le matériau liquide et donnent la forme après solidification. Ensuite, le cassage du moule révèle la pièce.
Avantages :
- Géométries complexes avec une excellente qualité de surface et des exigences minimales en matière de post-usinage.
- Le moulage en mousse perdue est compatible avec divers matériaux, notamment le fer, l'acier inoxydable, l'aluminium et le cuivre.
- Il simplifie la fabrication, en réduisant le temps, la main-d'œuvre et le gaspillage de matériaux.
Applications : Prototypes rapides pour tests, culasses et constructions soudées automobiles, raccords de tuyauterie, vannes, boîtiers de pompe, etc.
Coulée continue
La coulée continue comprend la coulée continue, la solidification et le retrait des pièces dans une ligne de production. La configuration et le processus impliquent une poche ou un four, et le matériau s'écoule vers la cavité du moule, en passant par un système de contrôle. Par la suite, un mécanisme de refroidissement (canaux d'eau) dans le moule réduit rapidement la température. Ainsi, tout en laissant les pièces du moule nettement plus froides, une pulvérisation d'eau supplémentaire les ramène à température ambiante.
Avantages :
- Il s'agit d'un processus simple car le moulage continu ne nécessite pas de canal d'alimentation, de carotte ou de colonne montante.
- Rendement de 100 %, pas de gaspillage de matériaux.
- L’automatisation de la coulée continue augmente l’efficacité et la productivité.
Applications: Pièces aux profils homogènes, telles que poutres, colonnes, tiges, feuillards, tubes, etc.
Matériaux utilisés dans le moulage
Plusieurs alliages ferreux et non ferreux sont compatibles avec les procédés de coulée des métaux. Le tableau ci-dessous illustre en bref les matériaux de coulée, leurs propriétés et leurs qualités.
| Les alliages de métaux | Notes de casting | Résistance à la traction | Resistance à la fatigue | Dureté | Résistance à l'usure | Résistance à la corrosion |
| Magnésium | AZ91D, AM60, AM50 | Modérée | Bon | Modérée | Modérée | Modérée |
| Aluminium | A356, 6061, 7075 | Modérée | Excellent | Modérée | Bon | Excellent |
| Fer | Fonte grise (G3000), fonte ductile (65-45-12) | Haute | Haute | Haute | Haute | Faible à modéré |
| Zinc | Zamak 3, Zamak 5, ZA-8 | Modérée | Faible | Modérée | Modérée | Bon |
| Acier | Acier au carbone (AISI 1020), acier inoxydable (304, 316) | Excellent | Excellent | Excellent | Excellent | Modéré à excellent |
| Alliages de cuivre | Laiton (C36000), Bronze (C95400) | Haute | Bon | Modérée | Haute | Excellent |
| Alliages de plomb | Alliage plomb-étain, alliage plomb-antimoine | Faible | Faible | Faible | Faible | Haute |
Avantages du moulage
Formes et géométries complexes
Le processus de moulage peut créer des formes et des caractéristiques complexes avec le traitement. Par exemple, les canaux et cavités internes, les contre-dépouilles, les parois minces, les sections creuses, les assemblages en plusieurs parties, les géométries asymétriques, etc. La raison derrière cette capacité est que le métal en fusion peut s'écouler à l'intérieur de n'importe quelle petite cavité et angles vifs.
Polyvalence dans les matériaux
Il peut fonctionner avec une variété de métaux et d'alliages, ferreux et non ferreux. Quelques exemples incluent les alliages de fer, d’acier, de zinc, de cuivre, d’aluminium et de plomb. Par conséquent, la grande polyvalence des matériaux donne la possibilité de choisir le matériau optimal répondant aux propriétés souhaitées. De plus, le moulage des métaux difficiles à usiner ou à forger est également facilement réalisable.
Rentabilité
Le sable et autres moulages en moule extensible sont rentables pour les petits volumes ou les prototypes. D’un autre côté, les méthodes de moulage sous pression ou en moule permanent sont adaptables à la fabrication à grande échelle, car les coûts d’outillage ponctuels peuvent couvrir jusqu’à des millions de cycles. Dans l’ensemble, le moulage est une méthode de fabrication rentable.
Gamme de taille
Toutes les tailles de pièces peuvent être coulées, de quelques centaines de grammes à plus de 200 tonnes. Par exemple, d'un petit bloc moteur de moto à un grand boîtier de turbine à vapeur et à une base pour un équipement industriel.
Haute résistance et durabilité
Le processus de refroidissement contrôlé pour solidifier le moule garantit une structure de grain uniforme et maintient les mêmes propriétés mécaniques (résistance et ténacité) dans toutes les directions. De plus, des techniques avancées telles que le traitement thermique et l’alliage améliorent la résistance à l’usure, à la corrosion et la durabilité globale.
Réduction des déchets
Les déchets de matériaux provenant de la carotte d'injection, de la porte d'admission et du canal d'alimentation peuvent être réutilisés dans des cycles ou des lots ultérieurs en les refondant. Par conséquent, le gaspillage de matériaux est minime lors de la fabrication de pièces moulées, ce qui réduit les coûts de production et est bénéfique pour la durabilité environnementale.
Inconvénients du casting
Coût et délai initiaux
Le coût et le temps de mise en place du moule sont plus importants que le coût de l'outillage d'autres approches de fabrication, notamment pour les moules permanents. Cela a un impact sur le coût de production par pièce de la production à petite échelle. Les longs cycles de configuration et de production ont également un impact sur les délais de conception et de mise sur le marché.
Finition de surface et précision
Les pièces moulées ont souvent une finition rugueuse et des dimensions incohérentes en raison de la nature des matériaux de moulage dans les processus utilisant du sable et des moules réfractaires. En conséquence, les produits moulés nécessitent un post-usinage, tel que le détourage et le meulage.
Défauts et contrôle qualité
Dans les pièces métalliques moulées, des défauts peuvent être observés en raison de gaz piégés, de turbulences d'écoulement, d'un refroidissement non uniforme, d'un processus de contrôle qualité complexe et d'autres causes, par exemple la porosité, le retrait, la déformation et l'inclusion. Ces défauts affaiblissent la structure physique et les propriétés.
Contrôle de processus complexe
Un autre inconvénient du moulage est la complexité du contrôle du processus, et le contrôle de nombreux paramètres tels que la température, le débit, la pression, la vitesse de refroidissement et la période de durcissement rend difficile le contrôle précis du processus. De plus, les considérations sur les propriétés métallurgiques du matériau fondu ajoutent à la complexité. En conséquence, le pourcentage d’articles défectueux et les exigences de post-traitement pourraient augmenter.
Applications industrielles du moulage
Passons maintenant à ce qui se passe en termes d'applications dans de nombreux secteurs.
Industrie automobile
La diversité des applications de moulage dans l'industrie automobile peut être constatée par le fait que « la méthode de moulage sous pression a été initialement inventée pour fabriquer des pièces automobiles complexes en zinc ». Dans le scénario actuel, les véhicules automobiles dépendent fortement de la technologie de fonderie pour produire des pièces légères mais durables, qui contribuent à l'efficacité énergétique et aux performances, telles que les blocs moteurs, les culasses et les composants de transmission. Les capacités de moulage permettent de créer avec précision les subtilités et les caractéristiques complexes de ces pièces à l'aide de noyaux d'insertion et d'une approche d'outillage personnalisée. Parallèlement, le moulage sous pression en aluminium permet d'obtenir des pièces légères et durables.
- Composants de moteur légers et à haute résistance en fonte d'aluminium.
- Pièces de châssis, composants de transmission de puissance.
- Pièces de climatisation.
- Admission de carburant, système de direction, boîte de vitesses, etc.
Industrie aérospaciale
Les méthodes de coulée peuvent transformer des matériaux légers tels que les superalliages à base de nickel, les alliages d'aluminium et les alliages de magnésium en composants aérospatiaux complexes. Parallèlement, le refroidissement et la solidification contrôlés améliorent leurs propriétés. Ainsi, l’industrie aérospatiale en profite en produisant des pièces légères et durables, qui améliorent le rendement énergétique et les performances des avions et des engins spatiaux.
Par la suite, le moulage à modèle perdu est le plus répandu dans l’industrie aérospatiale. Cependant, les matrices, la mousse perdue, le sable et d'autres méthodes de moulage sont également répandues. Le processus de moulage permet la fabrication de pièces aérospatiales présentant des géométries complexes et des canaux de refroidissement internes, telles que des blocs moteurs, des culasses et des composants de transmission. D'autres applications incluent :
- Composants de moteur, aubes de turbine, pièces de système de carburant, pièces de train d'atterrissage, etc.
- Volutes d'entrée et de refoulement du corps de pompe.
- Composants du système hydraulique.
- Intérieurs et pièces de la salle de contrôle.
Biens de consommation
La capacité de créer des designs complexes tels qu’un décor orné, des ustensiles de cuisine détaillés et des ustensiles de cuisine durables le rend adapté à de nombreux biens de consommation. Des techniques telles que l'investissement, la matrice, la mousse perdue et le moulage au sable fabriquent ces articles. Étant donné que les détails fins et l'esthétique sont essentiels dans ces applications, les méthodes de coulée garantissent également cela avec la surface lisse des murs creux.
- Objets de décoration, crochets muraux, cadres photos, luminaires, etc.
- Poignées de porte, boutons et autres quincailleries similaires.
- Ustensiles de cuisine, tels que spatules, ouvre-bouteilles, robinets d'évier, bases de mixeur et brûleurs de cuisinière.
Equipement industriel et machinerie
La fabrication de fonderie conserve les propriétés originales des matières premières et peut même les augmenter en ajoutant des charges et des additifs. Par conséquent, le sable, les matrices et autres moules de coulée peuvent façonner des alliages à haute résistance et résistants à la corrosion comme l'acier inoxydable, les alliages de carbone et l'aluminium. De plus, le moulage est également compatible avec les conceptions de grande taille et de poids. Ainsi, le moulage peut produire des pièces solides, durables, résistantes à l’usure et à la corrosion pour les machines lourdes et les installations industrielles. Par exemple, des pompes, des boîtes de vitesses, des vannes, des composants de vérins hydrauliques, des mâchoires de concasseur, des rouleaux de bande transporteuse, des boîtiers personnalisés, etc.
Dispositifs médicaux
Les matériaux biocompatibles que sont le chrome, le titane, le zirconium et les alliages de titane peuvent également être coulés avec précision à l'aide de différentes techniques. Les pièces moulées à modèle perdu offrent une excellente finition, une précision et des caractéristiques complexes qui sont obligatoires pour les implants médicaux et les instruments chirurgicaux afin de garantir la sécurité des patients. Parallèlement, le sable, les matrices et d'autres types de moules sont également utilisés pour fabriquer des boîtiers d'appareils, des pièces d'équipement de diagnostic et du mobilier médical.
Voici d'autres exemples d'applications spécifiques :
- Arthroplastie de hanche sur mesure, implants d'articulation du genou, de colonne vertébrale et dentaires
- Cadres de valvules cardiaques, pinces et scalpels chirurgicaux
- Ciseaux et plateaux chirurgicaux
- Boîtiers d'appareils IRM et cadres de scanners CT
Secteur de l'énergie
Le moulage de matériaux à haute résistance tels que les alliages d'acier inoxydable, de magnésium, d'aluminium et de zinc peut créer des composants et des produits pour le secteur de l'énergie qui résistent à des contraintes élevées et à des conditions chimiques et environnementales difficiles. De plus, des processus tels que l'investissement et le moulage sous pression garantissent la précision et la cohérence avec un minimum de défauts, ce qui est essentiel pour la fiabilité des centrales énergétiques.
- Pièces d'éoliennes telles que les moyeux, les carters de boîte de vitesses et les châssis principaux en sable et moulage à modèle perdu avec une haute précision et une intégrité structurelle.
- Aubes de turbine, aubes et chambres de combustion avec des détails complexes et des tolérances serrées.
- Récipients sous pression de réacteur nucléaire, enveloppes de cœur et pièces de générateur de vapeur.
- Panneaux d'énergie solaire et composants EV.
Comparaison du moulage et du moulage par injection

Fondamentalement, le procédé de moulage par injection repose également sur le principe de solidification du matériau fondu selon une forme prédéterminée de la cavité. Cependant, le mécanisme détaillé, les capacités, la compatibilité des matériaux et d’autres aspects sont distincts les uns des autres. Ensuite, l'élaboration individuelle de ce qu'est le moulage et de ce qu'est le moulage par injection montre les différences en profondeur.
Le processus de moulage par injection
Il s’agit d’une technologie de fabrication principalement utilisée pour la production en série de pièces thermoplastiques, à l’exception de quelques thermodurcissables et métaux. Le plastique liquide ou les métaux sont injectés dans la cavité du moule à haute pression ; la matière s'écoule à l'intérieur du moule et prend les détails de la cavité après solidification. De plus, des éjecteurs ou d'autres systèmes retirent la pièce du moule. Généralement, les moules à injection sont fabriqués avec des alliages d’acier à haute résistance.
Avantages
- Dimension cohérente et qualité globale à travers les lots
- Rentable dans les volumes élevés
- Cycle de production rapide
- Une automatisation élevée est possible
- Il peut accueillir les inserts secondaires et autres types de matériaux pour former un élément singulier.
Désavantages
- Les coûts élevés d’outillage et d’équipement sont économiquement coûteux pour la production en petites séries.
- Faible qualité et intégrité structurelle par rapport aux produits de moulage.
- La polyvalence des matériaux est limitée aux polymères et à quelques métaux.
- Les composants de grande taille ne sont pas compatibles avec le moulage par injection.
Applications appropriées
Composants automobiles à haute résistance, matériel aérospatial de précision, machines pour installations industrielles, composants énergétiques fiables, équipements lourds, implants médicaux, etc.
Le processus de casting
L'outillage de moulage, en particulier de moulage sous pression, est relativement similaire au moulage par injection ; vous pouvez relier la matrice au moulage par injection. Cependant, il existe une différence principale dans l’application de la pression entre le moulage sous pression et le moulage par injection. La haute pression est maintenue depuis l'injection jusqu'à ce que le métal se solidifie pendant le processus de coulée. D’autre part, le moulage par injection consiste à injecter du plastique ou un polymère fondu dans une cavité sous haute pression, qui est ensuite refroidi pour former une pièce solide.
Avantages
- Il crée des pièces avec d'excellentes propriétés mécaniques et un excellent état de surface.
- Capacité à réaliser des formes et des caractéristiques complexes telles que des contre-dépouilles, des canaux internes, des rainures profondes et des profils irréguliers.
- Faible coût d’outillage et d’équipement.
- Il peut produire des pièces de grandes tailles.
- Options de matériaux variés ; aluminium, acier inoxydable, acier au carbone, zinc, magnésium et bien d'autres.
Désavantages
- Les pièces moulées peuvent nécessiter un post-usinage pour répondre aux spécifications dimensionnelles et de finition.
- Relativement plus de risques de porosité, de vides et d’autres défauts que le moulage plastique.
Applications appropriées
Articles de consommation, dispositifs médicaux, pièces et boîtiers électroniques, équipements et bagues industriels, articles de sport, appareils électroménagers et conteneurs de stockage.
Pour aller plus loin
Nous avons discuté de ce qu'est le moulage et d'autres aspects, matériaux, types, avantages, inconvénients et applications. Dans l’ensemble, il s’agit d’une technologie de fabrication de premier plan pour des pièces métalliques complexes présentant une résistance élevée, une intégrité structurelle, une résistance à l’usure et à la corrosion et des tolérances étroites, adaptée à de nombreuses applications industrielles. La diversité des méthodes de moulage, du sable au moulage sous pression et au moulage perdu, peut répondre à d'innombrables besoins de fabrication. Cependant, le choix de la technique ou de la méthode de coulée adaptée à vos pièces dépend du type de matériau, de la complexité de la conception, de la précision, de l'échelle de production, du budget, etc.
Chez RapidDirect, nous proposons moulage sous pression complet et services de coulée sous vide avec plus de 50 options de métaux et d’alliages. Nos installations internes de fabrication de matrices et de moules nous permettent de réaliser des conceptions personnalisées et uniques. De plus, notre priorité en matière de surveillance et de contrôle qualité en temps réel garantit la précision et la cohérence de chaque pièce que nous coulons. Vous pouvez donc faire confiance à nos ingénieurs et à notre usine de moulage pour vous aider dans votre projet.



