


Die Formwerkzeuge sind ein entscheidender Aspekt aller Kunststoff-Spritzgussprojekte, da sie die endgültige Form und Qualität der entworfenen Teile oder Produkte bestimmen. Eine Spritzgussform ist jedoch kein einzelnes Teil, das den geschmolzenen Kunststoff aufnimmt und verfestigt. Stattdessen erfüllen verschiedene Komponenten einer Spritzgussform während des gesamten Prozesses unterschiedliche Funktionen in einer kompakten Designstruktur.
In diesem Artikel werden die verschiedenen Systeme und Komponenten und ihre Auswirkungen auf die Gesamtstruktur und Funktionalität von Formenbauwerkzeugen erläutert. Darüber hinaus werden mögliche Defekte und Materialien für die Formenherstellung kurz beschrieben, um den Lesern eine bessere Entscheidungsfindung zu ermöglichen.
Lass es uns durchgehen!
Arten von Spritzgussformen
Bevor wir uns mit Formen und ihren Typen beschäftigen: Was ist Spritzgießen? Es ist ein Verfahren zum Formen thermoplastischer Teile durch Einspritzen und Erstarren des flüssigen Materials in der Form. Hohlräume in Formen ahmen die negative Geometrie der beabsichtigten Teilegeometrie nach.
Als nächstes gibt es mehrere Varianten der Spritzgussform, jede mit einzigartigen Produktionsmöglichkeiten und Montagestrukturen für enthaltene Komponenten und Systeme. Im Folgenden sind einige beliebte Arten von Spritzgussformen;
Familienformen
Lassen Sie uns zunächst die Einzel- und Mehrfachkavitätenformen verstehen. Eine Einzelkavität produziert in einem Produktionszyklus ein einzelnes Objekt, während eine Mehrfachkavität mehrere identische Objekte produziert. Darüber hinaus umfassen die Familienformen mehrere Kavitäten mit unterschiedlichen Geometrien. Dies bedeutet, dass mehrere Designs auf einem einzigen Formenaufbau hergestellt werden, z. B. das Formen von Gehäusen, Knöpfen und internen Halterungen eines medizinischen Diagnostikums mit demselben Material.
Aufgrund der Komplexität der Formkonstruktion und des Formenbetriebs besteht die Gefahr bestimmter Defekte, beispielsweise einer ungleichmäßigen Erstarrung und Maßabweichungen.
Zwei-Platten-Formen
Es handelt sich um eine einfache Form, die nur aus einer beweglichen und einer festen Formhälfte besteht, die beide an einer Trennlinie zusammentreffen. Das Hauptmerkmal von Zweiplattenformen besteht darin, dass die einzelne Trennlinie das einfache Öffnen der Spritzgusskavität und des Kerns zum Auswerfen des ausgehärteten Teils erleichtert.
Wenn die Form mehrere Hohlräume hat, bleiben Angusskanal und Anschnitt in der Nähe dieser Trennlinie. Hersteller verwenden diese Formen für kleine Teile ohne komplizierte Merkmale zu geringen Kosten. Hohe Drücke können jedoch zu Gratbildung führen und die einfache Struktur begrenzt die Flexibilität beim Formdesign.
Dreiplattenformen
Dreiplattenformen enthalten zwei oder mehr Trennlinien; die endgültigen Teile können nicht einfach durch Öffnen der Kavität und des Kerns hergestellt werden. Stattdessen trennt die zusätzliche Angussplatte Anguss und Anschnitt, sodass Sie das geformte Objekt separat aus dem Anguss entnehmen können.
Der zusätzliche Abschnitt oder die Platte benötigt nicht die Position des Angusskanals und des Angusses in der Nähe der Trennlinie von Hohlraum und Kern, sodass Sie Angusskanäle getrennt von Angusskanälen platzieren können. Diese Formentypen eignen sich für komplexe Formen und Anforderungen an Angusskanäle mit mehreren Punkten. Allerdings sind sowohl die Kosten für die Spritzgusswerkzeuge als auch die Produktion relativ hoch.
Stapelformen
Die mehreren Formen werden in präziser Ausrichtung mit einer einzigen Fläche kombiniert, um eine Stapelform zu bilden. Die Hohlräume sind also doppelt so groß oder höher als bei einer Standard-Spritzgussform. Während eine Form die Teile auswirft, wird die andere Form gespritzt, und dieser Zyklus läuft gleichzeitig ab; so verdoppelt ein einziger Zyklus die Anzahl der Teile. Darüber hinaus müssen Form oder Größe der Hohlräume nicht auf allen Seiten gleich sein. Dies ist sehr vorteilhaft, wenn für die Montage unterschiedliche Spritzgussformkomponenten erforderlich sind.
Die Stapelformen steigern die Produktionseffizienz und machen das Formen großer Stückzahlen nahtloser. Die modernen Maschinen können die Spritzgießprozesse automatisieren und dabei höchste Präzision aufrechterhalten.
Formen abschrauben
Die Abschraubformen werden vor allem für die Herstellung von Schrauboberflächen wie Flaschenhähnen verwendet. Dabei handelt es sich um einen Gewindekern, der die verfestigten Teile durch Abschraubzyklen herausdrückt. Gleichzeitig unterstützt ein Zahnstangenmechanismus das Abschrauben des inneren Kerns.
Wenn Sie große Stückzahlen präziser Gewindeteile mit ähnlichen Oberflächenmerkmalen benötigen, sind Aufschraubformen die beste Lösung.
Formen einsetzen
Diese speziell entwickelten Formen enthalten metallische Einsätze im Inneren der Spritzgussteile. Das eingespritzte Material fließt um diese Einsätze herum und verkapselt sie beim Erstarren. Formteil einsetzen wird vor allem zum Einsetzen von Gewindeelementen und elektronischen Metallanschlüssen in Kunststoffteile verwendet.
Manuelle oder automatische Mechanismen platzieren und halten den Einsatz in der Form. Beim manuellen Halten wird er mit der Hand in die Form gelegt. Stifte, Schlitze oder Magnethalter sorgen für die Ausrichtung und korrekte Positionierung. Robotersysteme oder Zuführsysteme hingegen führen das Einlegen vor jedem Formzyklus automatisch durch.
Multi-Shot-Formen
Dieses Werkzeug wird zur Herstellung mehrfarbiger und aus mehreren Materialien bestehender Teile verwendet. Die Form umfasst mehrere Injektoren, die das geschmolzene Material gleichzeitig in die Kavität spritzen können. Sobald der erste Schuss Form annimmt, werden darauf weitere Schüsse aufgebaut. Um die Mehrfachspritzung zu erleichtern, ist die Form an einem Dreh-, Verschiebungs- oder Kernrückziehmechanismus befestigt.
Die Mehrkomponentenformen eignen sich für die Kombination Duroplast und thermoplastisches Material in einem einzigen Teil und Teile mit mehreren thermoplastischen Materialien in einem einzigen Artikel. Sie können beispielsweise verwendet werden, um Griffe an Duroplast-Werkzeuggriffen, Zahnrohren, Dichtungen, Dichtungsringe, O-Ringe usw. anzubringen.
Die Kernkomponenten von Spritzgussformen

Zwei grundlegende Abschnitte jeder Spritzgussform sind Hohlraumseite A (stationär) und Hohlraumseite B (beweglich). Der stationäre Abschnitt definiert die Außenprofile des Teils und bildet den Hohlraum zum Füllen des Materials, während Seite B sich zur Trennlinie bewegt.
Hohlraum A-Seite (stationäre Seite)
Die Kavitätsseite A ist an der stationären Platte der Formmaschine befestigt und bewegt sich während des Formvorgangs nicht. Sie beherbergt das Angusssystem und sorgt mit Führungsstiften und -buchsen für eine präzise Ausrichtung mit der beweglichen Seite B. Folglich enthält diese Seite auch die Kühlkanäle, durch die das Kühlmittel während der Verfestigung strömen kann.
Hohlraum B-Seite (bewegliche Seite)
Die B-Seite der Kavität spielt eine entscheidende Rolle beim Öffnen und Schließen der Form. Sie enthält häufig ein Auswerfersystem und einen Einsatzhaltemechanismus. Darüber hinaus ist diese Seite mit der beweglichen Platte der Formmaschine verbunden und erleichtert das Öffnen und Schließen der Form. Die Bewegung und Ausrichtung dieser Kavität sind für präzise Abmessungen und eine reibungslose Freigabe der fertigen Teile von entscheidender Bedeutung.
Komponenten nach Funktion
Nach den Kernkomponenten folgen nun die Komponenten einer Spritzgussform entsprechend ihrer Funktionalität. Einige von ihnen transportieren das Rohmaterial, steuern das Öffnen und Schließen und sorgen für die Kühlung. Dies bedeutet, dass ein bestimmter Teilesatz bestimmte Funktionen erfüllt, um die gewünschten Ergebnisse zu erzielen.
Läufersystem

Verstehen wir es so: Der Zylinder spritzt die geschmolzene Flüssigkeit durch eine Düse ein, und es sind einige Kanäle erforderlich, um den Fluss von der Zylinderdüse zum Einspritzkanal zu leiten, von wo aus das Material in eine Kavität gelangt. Hier erleichtert das Angusssystem diese Materialumwandlung zum Anguss. Darüber hinaus kann das Angusssystem ein Netzwerk von Kanälen zur Verteilung im Falle von Formen mit mehreren Kavitäten.
Typische Teile des Angusssystems einer Spritzgussform sind:
- Angussbuchse: Es handelt sich normalerweise um einen konischen oder zylindrischen Kanal, der geschmolzenen Kunststoff von der Düsenspitze zum Einlasspunkt des Angusskanals leitet. In einer Form mit einer Kavität reicht der Anguss direkt bis zur Angussposition.
- Läufernetzwerk: Dieser Anguss teilt das Ansaugmaterial mit einem Unterkanalnetz in verschiedene Hohlraumangussöffnungen auf.
- Tor: Das Angussnetz leitet den Fluss zum Anguss, einer kleinen Öffnung zum Formhohlraum. Der Anguss kann eine Kante, ein Stift, ein Fächer oder ein anderer Typ sein.
Sie denken vielleicht an Druck und Temperatur, wenn Sie diese Angusskomponenten einer Spritzgussform besprechen. Die Düse selbst hält den hohen Einspritzdruck aufrecht. So fließt das Material gleichmäßig innerhalb des gewünschten Viskositätsniveaus.
Darüber hinaus gibt es zwei Arten von Kanälen: Kaltkanäle und Heißkanäle. Der Heißkanal enthält einen Hochtemperaturkanal mit zusätzlichen Heizvorrichtungen und hält die Fließtemperatur aufrecht, um eine vorzeitige Verfestigung zu vermeiden. Der Kaltkanal hingegen versorgt nur den Ansaugstrom ohne weitere Heizung.
Kühlsystem
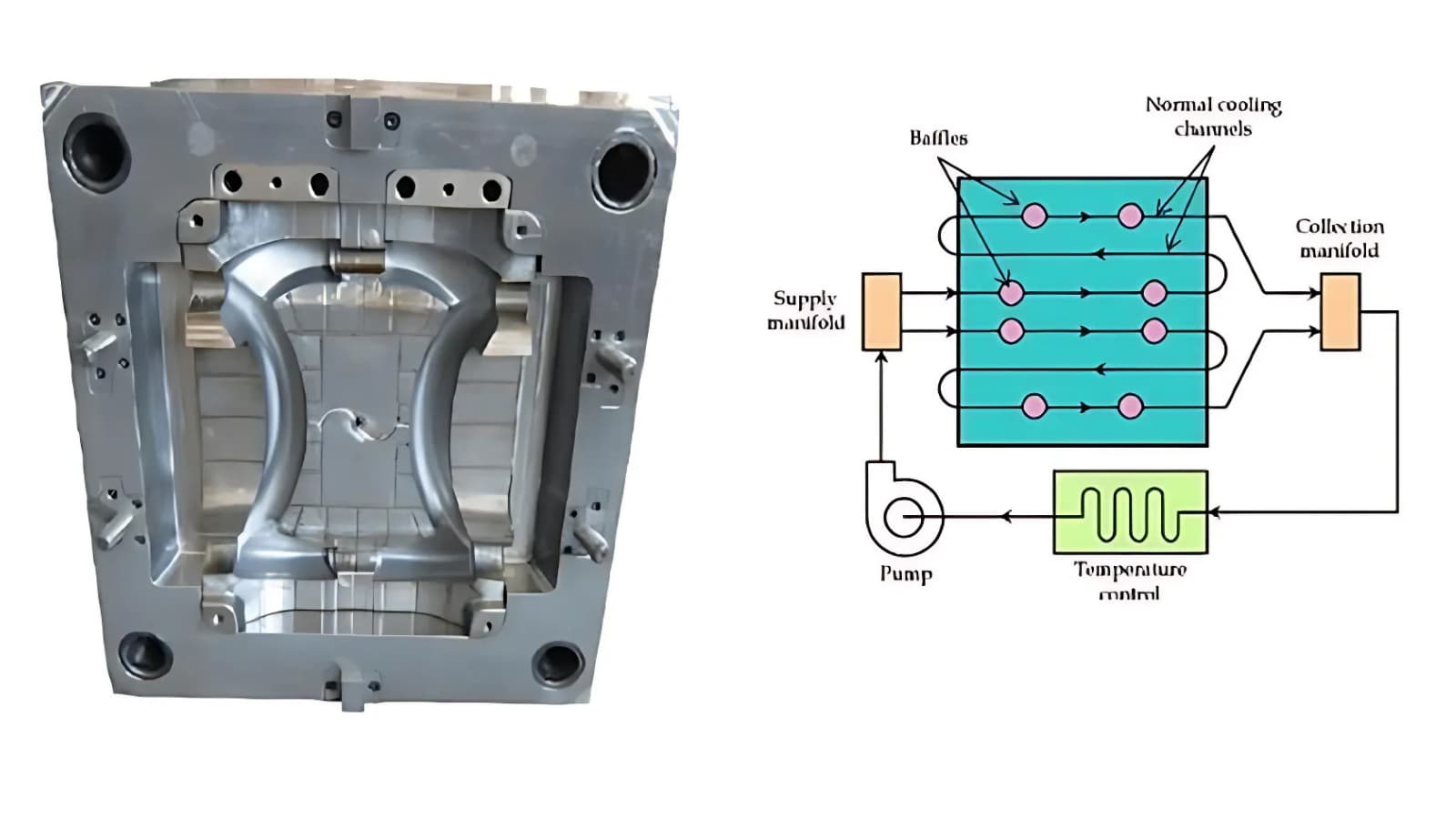
Die Abkühlphase nimmt 50 bis 80 % der Zeit des Spritzgussverfahrens in Anspruch. Sie können sich also vorstellen, wie wichtig es ist, fehlerfreie Kunststoffteile herzustellen. Im Wesentlichen besteht das Kühlsystem aus einem Netzwerk von Wasserleitungen in der Nähe von Spritzgusskomponenten, die hauptsächlich den Haupthohlraum umgeben, der die geschmolzene Zufuhr formt. Obwohl Wasser als Kühlmittel am geläufigsten ist, werden beim Hochtemperaturformen Ethylenglykol oder andere Öle zirkuliert.
Ein Kühlsystem bietet mehr Kontrolle über den Betrieb, da es Temperatur und Durchflussrate regulieren und anpassen kann. Eine ordnungsgemäße Kühlung verhindert daher ein Verwickeln, erhöht die Produktionseffizienz und verlangsamt den Formenverschleiß.
Bei komplexen und großen Formen (z. B. Kerngröße 50 mm oder mehr) verläuft die Wasserzirkulation konform statt geradlinig. Die folgenden Teile einer Spritzgussform fallen unter das Kühlsystem:
- Schallwände: Sie leiten das Kühlmittel zu den Unterkanälen um, typischerweise klingenförmigen Metallstreifen.
- Bubbler: Diese Hohlrohre verbinden die Kanäle in den Bohrlöchern.
- Thermische Pins: Es handelt sich dabei um flüssigkeitsgefüllte Zylinder, die durch kontinuierliche Zirkulation Wärme aufnehmen und ableiten.
- Externe Pumpe: Es sorgt für ausreichend Druck für eine bestimmte Durchflussrate und hält die Kühlzyklen aufrecht.
Formkomponentensystem
Dies sind die zentralen Komponenten einer Spritzgussform, die für die endgültige Geometrie, Abmessungen, Ausrichtung und Präzision verantwortlich sind. Wie der Name schon sagt, formen sie die Teile und verleihen ihnen die Details der Oberfläche und der inneren Merkmale der Hohlräume. Zu den Formkomponenten gehören ein Kern, ein Hohlraum, ein Formstab, ein Heber usw.
Sie können diese Komponenten schnell identifizieren. Jede Komponente, die mit dem Ausgangsmaterial in Kontakt kommt, sobald sie durch das Tor in die Kavität gelangt.
Hier sind die gemeinsamen Bestandteile des Formkomponentensystems;
- Form Hohlraum: Es bleibt mit der Maschine stationär und hält dem Einspritzdruck des Kolbens stand.
- Kerndurchmesser: Eine weitere bewegliche Hälfte verzahnt sich während des Vorgangs mit der Kavität und formt so die gesamten inneren Merkmale.
- Formstab: Ein Kernstift, der schmale und längliche Merkmale wie Schäfte oder Löcher innerhalb des Teils erzeugt.
- Heber: Sie behalten feste Entformungsschrägen für verschiedene Funktionen bei, um das Schließen und Öffnen der Form zu erleichtern.
Entlüftungssystem

Der Schmelzfluss kann Luft in die Kavität bringen und die Erstarrungsprozesse erzeugen Formgase. Diese Einschlüsse können zu Hohlräumen, Blasen, Schwachstellen, Brandflecken und unvollständiger Füllung führen. Daher ist ein Entlüftungssystem in Spritzgussformen und -matrizen unerlässlich, um die eingeschlossene Luft zu entfernen und diese Probleme zu lösen. Darüber hinaus helfen Entlüftungen, den übermäßigen Einspritzdruck zu begrenzen.
Beim kleinen und standardmäßigen Formverfahren werden Entlüftungsöffnungen in der Beschichtungslinie zusammen mit den Entlüftungsstiften am Körper der zentralen Kavität angebracht. Die Systemteile einer Spritzgussform werden jedoch mit der Komplexität der Form komplexer.
Einige andere typische Entlüftungssysteme sind:
- Rillen und Kanäle: Schmale Kanäle oder Nuten zusammen mit Stiften und Entlüftungspunkten an der Trennlinie:
- Luftsaugen: Entfernen der Luft durch eine externe Vakuumpumpe vor der Injektion.
- Entlüftungsventile: Die Mikroventile befinden sich sowohl an der Innen- als auch an der Außenseite des Hohlkörpers.
- Belüftungsöffnungen rund um die Komponenten: Oft sind Entlüftungsöffnungen an allen Komponenten angebracht, die mit dem erhitzten Strom in Verbindung stehen, wie zum Beispiel Anguss, Läufer und Tor.
Leitsystem

Die Führungssystemteile gewährleisten die Ausrichtung der beiden Formhälften und anderer Komponenten beim Öffnen und Schließen. Daher ist ihre Rolle entscheidend, um Präzision und Konsistenz in jedem Zyklus sicherzustellen. Anschließend können die Klemmkräfte in sich wiederholenden Zyklen die Position verändern. Daher dienen die Führungssystemkomponenten wie Führungsstifte, -buchsen und -platten dazu, dies zu verhindern.
Führungsbolzen und -buchsen: Diese beiden Komponenten wirken zusammen, um die Bewegung der Formhälften zu steuern. Führungsstifte sind zylindrische Verlängerungen, die an einer Hälfte angebracht sind und in die entsprechenden Buchsen (Hülsen) an der anderen Hälfte eingreifen und die Ausrichtung aufrechterhalten.
Auswurfsystem
Sobald die Abkühlphase abgeschlossen ist, öffnet sich die Form und das Auswerfersystem ermöglicht die sichere und reibungslose Entfernung der Teile und Angusskanäle. Auswerferstifte werden zu diesem Zweck eingesetzt. Diese dünnen, zylindrischen Stifte sind in einer Auswerferplatte befestigt, die an der beweglichen Seite angebracht ist. Die Kontaktpunkte der Stifte sind ebene Plattenoberflächen, so dass die Kraft gleichmäßig verteilt wird und das Teil nicht beschädigt wird.
Andere Komponenten umfassen:
- Rückholstifte: Diese Teile sorgen für Positionierung und Stabilität der Formhälften beim Öffnen. Sie begrenzen die Schubkraft der Auswerferstifte auf der stationären Seite.
- Auswerferhülsen: Hülsen werden zum Entfernen aus zylindrischen Hohlräumen verwendet. Eine dünne Hülse bedeckt die Formoberfläche und die Rückstellkraft wirft das Teil aus der Form.
Komponenten nach Struktur
Zur Strukturkategorisierung der Spritzgussformkomponenten gehören die Formbasis, der Kern sowie verschiedene Zusatzteile und -systeme.

Formbasis
Es ist die Grundlage, auf der alle anderen Komponenten einer Spritzgussform aufgebaut oder gesetzt werden. Die Formbasis besteht normalerweise aus massivem, starrem Material wie gehärtetem Stahl. Der Begriff „Basis“ im Spritzguss bezieht sich jedoch nicht auf ein einzelnes Stück. Stattdessen werden verschiedene Plattentypen zu einer einzigen Platte mit verschiedenen Montagemerkmalen wie Bohrlöchern kombiniert.
Zwischen der unteren und oberen Klemmplatte sind verschiedene Platten angeordnet. Die untere Klemmplatte verbindet die Form mit der Spritzgussmaschine: Formplatte, Auswerferplatte, Auswerferhalteplatte usw., abhängig von den jeweiligen Formeigenschaften.
Schimmelkern
Ein Formkern bildet die Hohlräume für Hohl- und Innengeometrien, während er sich mit dem Hohlraum verbindet. Er sorgt für die Struktur und hält einem gewissen Teil des Klemmdrucks stand. Die Form des Kerns umfasst typischerweise runde Ecken und Kanten mit geeigneten Entformungsschrägen. Wenn Sie Kern und Hohlraum bei korrekter Ausrichtung ineinander greifen, bilden sie einen Hohlraum oder Hohlraum zur Aufnahme der geschmolzenen Kunststoffzufuhr.
Nach dem Formen wird der Kern zurückgezogen und das Auswerfersystem entfernt das Teil aus dem stationären Hohlraumabschnitt. Übliche Kernziehmechanismen sind mechanischer, hydraulischer und pneumatischer Zug.
Hilfsteile
Bei den Hilfsteilen handelt es sich um Stützelemente, die nicht unter der Formstruktur installiert sind. Sie werden vorübergehend montiert, um die Funktion der eingeschlossenen Spritzgussteile zu erleichtern. Obwohl Hilfsteile bei Form und Geometrie keine Rolle spielen, sind sie entscheidend für die Einhaltung enger Toleranzen, der strukturellen Integrität und der Gesamtqualität von Spritzgussteilen aus Kunststoff.
- Zentrierring: Ein kreisförmiger Ring auf der beweglichen Seite, der die Form führt und gleichzeitig an der Maschine befestigt. Er sorgt für die richtige Positionierung der Düsenspitze, des Angusskanals und ähnlicher Teile in Bezug auf die Position der Form.
- Angussbuchse: Ein kleiner Zwischenkanal zwischen der Düsenspitze und dem Einlass des Läufers.
- Auswerferstifte: Sie sorgen für den sicheren Auswurf des letzten Teils.
- Materialgreifer: Ein Mechanismus, der die Kunststoffpellets hält und in den Zylinder der Maschine leitet.
- Stützpfeiler: Die vertikalen festen Strukturen zwischen der Rahmungsklemme und der oberen Formplatte. Sie bieten strukturelle Unterstützung und verteilen den Druck.
- Auswerferplatte: Eine Platte im Sockel, die die Auswerferstifte fixiert.
- Führungsbolzen und -buchsen: Die verlängerten Führungsstifte auf der einen Hälfte und die Buchsen auf der anderen Hälfte greifen ineinander, um die richtige Ausrichtung sicherzustellen.
- Auswerfer-Haltestift: Sie halten die Auswerferbaugruppe, während Auswerferstifte das Teil entfernen.
Hilfssysteme
Hilfssysteme sind wie Zusatzteile die unterstützenden Systeme für Der SpritzgussprozessTypische Beispiele sind Läufer-, Auswurf- und Kühlsysteme, die wir bereits früher in diesem Artikel besprochen haben.
Hilfs-Setups
Zwei wichtige Hilfsvorrichtungen in Spritzgussformen sind Hebeösen und KO-Löcher. Diese Vorrichtungen bieten den Mechanismus zum Übertragen oder Verschieben der Form und unterstützen den Auswurfvorgang.
- Löcher für die Hebeösenschrauben: Diese Gewindelöcher sichern die Ringschrauben. Gleichzeitig transportieren die Schrauben die große Form mithilfe eines Krans oder Hebesystems.
- KO-Loch: Die KO-Lochposition befindet sich in der seltenen Klemmplatte; sie nimmt die Auswerferstangen auf und bietet einen Rückschubraum zum Zurückschieben der Auswerferplatte und der Teile.
Strukturen zur Handhabung toter Ecken
Erstens beziehen sich tote Ecken auf Bereiche oder Ecken, die für die Verarbeitung (Füllung, Kühlung usw.) schwer erreichbar sind. Beispiele hierfür sind Hinterschneidungen, scharfe Ecken, tiefe Kanäle usw. Hier wirken Strukturen wie Winkelauswerfer, Hydraulikzylinder und Schieber dieser Komplexität entgegen.
- Schlitten: Auf der Seite, auf der Hinterschneidungen vorhanden sind, bleibt ein Schieber. Ein Schiebereinsatz und ein Bolzenmechanismus stützen die Hinterschneidung während der Erstarrung und helfen dabei, die hinterschnittene Seite ohne physische Beschädigung zu entfernen.
- Hydraulischer Zylinder: Ein Zylinder, der die nötige Kraft zum Bewegen der Schlitten bereitstellt.
- Abgewinkelter Auswerfer: Ein Auswerferstift bewegt sich in einem bestimmten Winkel, um Teile aus schwierigen oder schwer erreichbaren Bereichen aus der Form zu drücken.
Häufige Defekte und Anpassungsmethoden für Spritzgussformen

Die komplexe Struktur und Montage der Formteile birgt auch das Risiko von Defekten in den Endteilen. Diese Defekte sind hauptsächlich auf eine falsche Ausrichtung, Einrichtung und Bedienung verschiedener Komponenten einer Spritzgussform zurückzuführen. Wenn Sie jedoch die möglichen Defekte während der Konstruktion und Verarbeitung berücksichtigen, können Sie Gegenanpassungen vornehmen.
In der folgenden Tabelle sind die häufigsten Defekte, mögliche Ursachen und Gegenmaßnahmen aufgeführt.
Fehler 1: Das Öffnen, Schließen, Auswerfen und Zurücksetzen der Form erfolgt nicht reibungslos.
Ursache:
- Der Führungsstift und die Führungsbuchse im Formsockel gleiten nicht reibungslos oder sind zu fest.
- Der Schieber oder Auswerferstift gleitet nicht reibungslos.
- Die Rückstellfeder verfügt nicht über ausreichend Kraft oder Vorspannung.
Lösung:
- Führungsstift und Führungsbuchse reparieren oder ersetzen.
- Überprüfen und reparieren Sie den Sitz des Schiebers und des Auswerferstifts.
- Erhöhen oder ersetzen Sie die Feder.
Defekt 2: Form und Spritzgussmaschine passen nicht zusammen
Ursache:
- Die Position des Fixierrings ist falsch oder seine Größe ist zu groß oder zu klein.
- Die Breite der Form ist zu groß; die Höhe der Form ist zu klein.
- Die Position oder Größe des Auswurflochs ist falsch; die Position oder Größe des Lochs für den erzwungenen Reset ist falsch.
Lösung:
- Ersetzen Sie den Positionierungsring. Passen Sie die Größe und Position des Positionierungsrings an.
- Verwenden Sie eine Spritzgussmaschine mit höherer Tonnage und erhöhen Sie die Dicke der Form.
- Passen Sie die Position und Größe des Auswurflochs an; passen Sie die Position und Größe des Resetlochs an.
Mangel 3: Schwierigkeiten beim Befüllen und Entnehmen von Teilen
Ursache:
- Das Angusssystem ist verstopft, der Querschnitt des Kanals ist zu klein, die Angussanordnung ist unzumutbar und die Angussgröße ist klein.
- Der Grenzhub der Form ist unzureichend, der Kernziehhub der Form ist unzureichend und der Auswurfhub der Form ist unzureichend.
Lösung:
- Überprüfen Sie alle Segmente des Verschlusssystems und der Tore und reparieren Sie die entsprechenden Teile.
- Überprüfen Sie, ob die Begrenzungs-, Kernzieh- und Auswurfhübe den Konstruktionsanforderungen entsprechen, und passen Sie die Hübe an, die die Anforderungen nicht erfüllen.
Defekt 4: Schimmelwasserkanäle verstopft oder undicht
Ursache:
- Passen Sie den Abstand entsprechend an und schleifen Sie die Trennfläche der Arbeitsteile.
- Fügen Sie lokal Material hinzu und verbessern Sie die Belüftung. Erhöhen Sie die Größe der Auswerferstifte und verteilen Sie sie gleichmäßig.
- Grate ausbessern, Entformungsschräge vergrößern und Nitrieren durchführen.
- Passen Sie das Tor an, sorgen Sie für gleichmäßigen Druck und verstärken Sie das Produkt.
- Bearbeitung nacharbeiten.
- Verbessern Sie das Tor und erhöhen Sie die Formtemperatur.
Lösung:
- Überprüfen Sie die Verbindungsmethode der Wassereinlass- und -auslassrohrverbindungen des Kühlsystems und aller Abschnitte des Wasserkanals und reparieren Sie die entsprechenden Teile.
- Überprüfen Sie den Dichtungsring und die Wasserrohrverbindung und reparieren oder ersetzen Sie die entsprechenden Teile.
Defekt 5: Schlechte Teilequalität (Grat, Kurzschuss, Auswerferspuren, Schleifspuren, deutliche Verformungen, übermäßige Toleranzen, sichtbare Bindenähte)
Ursache:
- Zu großes Spiel in der Armatur.
- Schlechter Materialfluss, eingeschlossene Luft.
- Auswerferstifte sind zu klein, was zu ungleichmäßigem Auswerfen führt.
- Unzureichender Entformungswinkel, Grate, unzureichende Härte.
- Ungleichmäßiger Einspritzdruck und unzureichende Produktfestigkeit.
- Bearbeitungsfehler.
- Der Abstand zum Anguss ist zu groß, niedrige Formtemperatur.
Lösung:
- Passen Sie den Abstand entsprechend an und schleifen Sie die Trennfläche der Arbeitsteile.
- Fügen Sie lokal Material hinzu und verbessern Sie die Belüftung.
- Vergrößern Sie die Auswerferstifte und verteilen Sie diese gleichmäßig.
- Grate ausbessern, Entformungsschräge vergrößern und Nitrieren durchführen.
- Passen Sie das Tor an, sorgen Sie für gleichmäßigen Druck und verstärken Sie das Produkt.
- Bearbeitung nacharbeiten.
- Verbessern Sie das Tor und erhöhen Sie die Formtemperatur.
Materialien zur Herstellung von Spritzgussformen
Kohlenstoffstahl, Edelstahl, Aluminium, Titan, Berylliumkupfer und andere Metalle und Legierungen sind wichtige Materialien für die Herstellung von Spritzgussformen. Für Rohstoffe mit hohen Schmelzpunkten werden jedoch auch häufig Keramikformen verwendet.
Das Formmaterial für ein bestimmtes Projekt oder Kunststoffteil hängt vom gewünschten Produktionsvolumen, der Art des Spritzmaterials, der Komplexität, der Bearbeitbarkeit und den Toleranzen ab. Edelstahl hält beispielsweise bis zu einer Million Zyklen stand, Aluminium ist für einige Tausend Zyklen geeignet. Abgesehen davon ist die Mindestanforderung an das Formmaterial, dass es einen höheren Schmelzpunkt als der eingespritzte Kunststoff haben sollte.
Hier ist eine kurze Ausarbeitung von gängige Spritzgussmaterialien;
Stahl
Stahl ist ein zeitloses Material für den Formenbau mit hervorragender Haltbarkeit. Es hält bis zu 5,000 Zyklen stand und eignet sich für ABS, Nylon, PP, PC, Acryl und zahlreiche andere Kunststoffe. Aus den Stahlsorten A-2, D-2 und M-2 können der Kern, die Kavität und andere Komponenten einer Spritzgussform hergestellt werden.
Edelstahl
Die Zusammensetzung aus zusätzlichem Chrom und Kohlenstoff erhöht die Korrosions-, Verschleiß- und Abriebfestigkeit. Aus rostfreiem Stahl der Güten 420, 316-L, 174-PH usw. können daher komplexere und langlebigere Formen hergestellt werden. Aufgrund einer geringen Wärmedissoziationsrate kann die Zykluszeit jedoch länger sein.
Werkzeugstahl
Werkzeugstähle sind Gusseisenlegierungen mit Kohlenstoff und anderen Legierungselementen. Die Variation von Werkzeugstahllegierungen und -qualitäten ermöglicht die maschinelle Herstellung von Formen mit kundenspezifischen Eigenschaften. Beispiele sind die Werkzeugstähle H-10, H-13, T-15, A6 und M2.
Aluminium
Aluminium kann nicht mehrere Chargen verarbeiten, ist aber als Rapid-Tooling-Material bekannt. Das bedeutet, dass Aluminium-Spritzgussformen aufgrund der Materialkosten und der hervorragenden Bearbeitbarkeit kostengünstig und in kurzer Zeit hergestellt werden können. Folglich verkürzt die hohe Wärmeleitfähigkeit von 6061 und 7075 auch die Zykluszeit erheblich.
Berylliumkupfer
Diese Kupferlegierung ist für ihre außergewöhnliche Wärmeleitfähigkeit und Korrosionsbeständigkeit bekannt, was sie zu einem vorteilhaften Formmaterial für hochpräzise Kunststoffteile macht. Hersteller verwenden dieses Metall für Heißkanäle, Formeinsätze, Kerne und andere Teile.
Schlussfolgerung
Neben Kern und Hohlraum wirken mehrere andere Systeme und Komponenten zusammen, um das geschmolzene Material zu formen, das an der Düsenspitze des beheizten Zylinders vorbeiströmt. Angusskomponenten übertragen den Fluss zum Anguss und zum Formhohlraum, das Kühlsystem steuert die Verfestigung, Führungskomponenten kennzeichnen die Formhälften, Auswerferstifte entfernen die Teile aus dem Hohlraum und mehrere andere Einbau- und Zusatzkomponenten führen spezielle Funktionen aus.
Die richtige Materialauswahl, präzise Fertigung, Hohlraumbearbeitung und genaue Ausrichtung sind unerlässlich, um eine Form herzustellen, die alle vorgesehenen Spezifikationen erfüllen kann. Darüber hinaus beeinflusst auch das Fachwissen der Ingenieure und Bediener die endgültige Qualität.
Unsere umfassende Spritzgussdienstleistungen umfassen alles, von der Formenbearbeitung mit CNC, EDM und anderen Methoden bis hin zu verschiedenen Möglichkeiten zum Oberflächenfischen für Spritzgussprodukte. Unsere erfahrenen Ingenieure helfen Ihnen auch bei der Optimierung verschiedener Teile und Systeme Ihres Spritzgussdesigns. Laden Sie also noch heute Ihre Zeichnungsdatei auf unsere Online-Plattform hoch!
FAQs
Die vier grundlegenden Schritte beim Spritzgießen sind das Einsetzen der Form in die Maschine, das Einspritzen der Palette in einen beheizten Zylinder und weiter in die Formhöhle, kontrolliertes Abkühlen und Auswerfen. Alle diese Schritte spielen eine entscheidende Rolle für den Gesamterfolg des Kunststoffformens.
Die Produktionszykluskapazität einer Spritzgussform hängt von Faktoren wie Formmaterial, Art des Rohkunststoffs und Verarbeitungsbedingungen ab. Eine Schnellform aus Aluminium hält beispielsweise einige tausend Zyklen aus, während eine Form aus wärmebehandelter Stahllegierung bis zu einer Million Zyklen übersteht.
Beim Spritzgießen liegt die Schmelztemperatur von Kunststoffpaletten zwischen 204 °C und 249 °C (400 bis 480 °F), während die Formtemperatur zwischen 80 °C und 90 °C (176 bis 194 °F) liegt.
Der Kunststoff sollte aus einer Richtung eingespritzt werden, die einen gleichmäßigen Materialfluss durch die Form ermöglicht, häufig zuerst durch den dicksten Abschnitt. Dadurch wird eine ordnungsgemäße Füllung sichergestellt, Lufteinschlüsse werden minimiert und das Risiko von Defekten verringert.
Die maximale Dicke eines Spritzgussteils liegt normalerweise zwischen 4 und 6 mm (0.16 bis 0.24 Zoll). Je nach Materialtyp und Teiledesign kann sie jedoch bis zu 10 mm betragen.



