


Les trous sont des éléments essentiels dans le dessin technique et la fabrication. Ils facilitent la fixation de l'assemblage, le canal ou le passage pour l'écoulement du fluide, le positionnement, la réduction du poids, etc. Il existe plusieurs types de trous en ingénierie pour servir ces objectifs. Ils sont généralement différents les uns des autres par leur forme, leur profondeur, leur fonctionnalité et l'outillage requis pour les créer.
Les types de trous traversants, borgnes, taraudés, fraisés, interrompus, coniques, lamés et alésés sont fréquemment utilisés dans divers composants et systèmes mécaniques. Il est essentiel de comprendre ces trous, leur conception, leurs caractéristiques et leur fonctionnalité avant de les inclure dans la conception de votre pièce.
Continuez à lire, cet article vous guidera à travers 14 types de trous différents.
Qu'est-ce qu'une fonction de trou en ingénierie ?
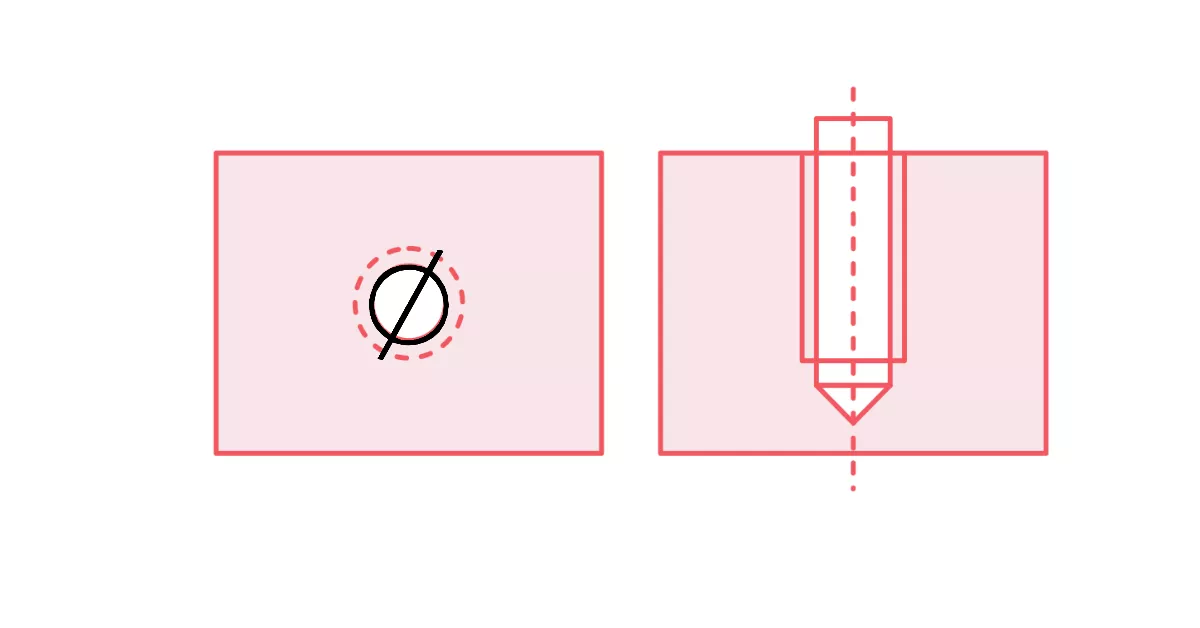
En ingénierie, un trou est défini comme une cavité circulaire ou une géométrie d'ouverture, qui peut être traversante ou borgne par rapport à la surface. Dans les dessins techniques, vous pouvez les reconnaître grâce à des symboles spécifiques et aux GD et T correspondants. Par exemple, le symbole « Ø » avec le diamètre correspondant est utilisé pour désigner des trous d'ingénierie simples.
Le perçage, le poinçonnage, le taraudage, le brochage et le perçage par électroérosion à commande numérique sont des techniques courantes. La technique à utiliser dépend des caractéristiques spécifiées dans la conception.
L'emplacement, le diamètre, la profondeur et les tolérances sont les variables déterminantes pour tout type de trou. Les données et les références (lignes, plans, axes, etc.) sont utilisées pour un positionnement ou un emplacement précis. La profondeur et le diamètre sont essentiels pour choisir la bonne taille d'outil et les bons paramètres d'usinage, tandis que les tolérances maintiennent la précision et l'exactitude du trou.
Aperçu des 14 types de trous d'ingénierie
| Type de trou | Coupe transversale/forme | Objectif |
| Trou simple | Diamètre circulaire uniforme | Montage et jeux. |
| À travers le trou | Circulaire, s'étend entièrement à travers | Passage de fluide, câblage et fixation. |
| Trou aveugle | Circulaire, ouverture simple | Montage, vissage et réduction de poids. |
| Trou interrompu | Circulaire, discontinu | Sièges de roulement, goupilles de positionnement et boulons. |
| Trou fileté | Rond avec filetage intérieur | Fixation par filetages hélicoïdaux intérieurs. |
| Trou conique | Conique, diamètre réducteur | Joints à pression, contrôle des fluides et joints haute performance. |
| Trou contre-alésé | Évidement cylindrique | Boîtier et esthétique de la tête de fixation. |
| Trou fraisé | Évidement conique | Meilleure fixation et étanchéité. |
| Contre-perçage du trou | Élargissement conique/conique | Finitions lisses et meilleur vissage |
| Trou de surface | Contre-alésage peu profond | Répartition de la pression et appui en douceur pour les têtes de fixation. |
| Jeu de vis | Circulaire, légèrement surdimensionné | Passage de vis, démontage et remontage faciles. |
| Trou alésé | Ouverture circulaire raffinée | Haute précision et finition de surface améliorée. |
| Trou qui se chevauche | Cercles partiellement/totalement sécants | Utile dans les assemblages complexes |
Trou simple

Il s'agit d'un trou circulaire droit sur la surface, qui peut être traversant ou borgne. Une ouverture circulaire s'étend jusqu'à une certaine profondeur ou sur toute l'épaisseur avec un diamètre uniforme. Des trous simples sont utilisés pour l'assemblage ou les dégagements. Ils sont désignés par « Ø » sur le dessin et vous pouvez percer avec des forets courants du diamètre souhaité.
À travers le trou

L'ouverture n'est pas toujours sur les deux côtés (ou à travers toutes les épaisseurs), certains sont percés à une certaine épaisseur, appelés trous traversants. Ils impliquent le format de «Ø diamètre traversant” dans la représentation de dessin. Par exemple, « Ø 30 à travers" représente un trou complet de 30 mm de diamètre.
De plus, ils sont essentiels pour le passage des fluides, l'espace de câblage et les fixations. Vous pouvez créer ces types de trous en perçant ou en poinçonnant la pièce.
Trou aveugle
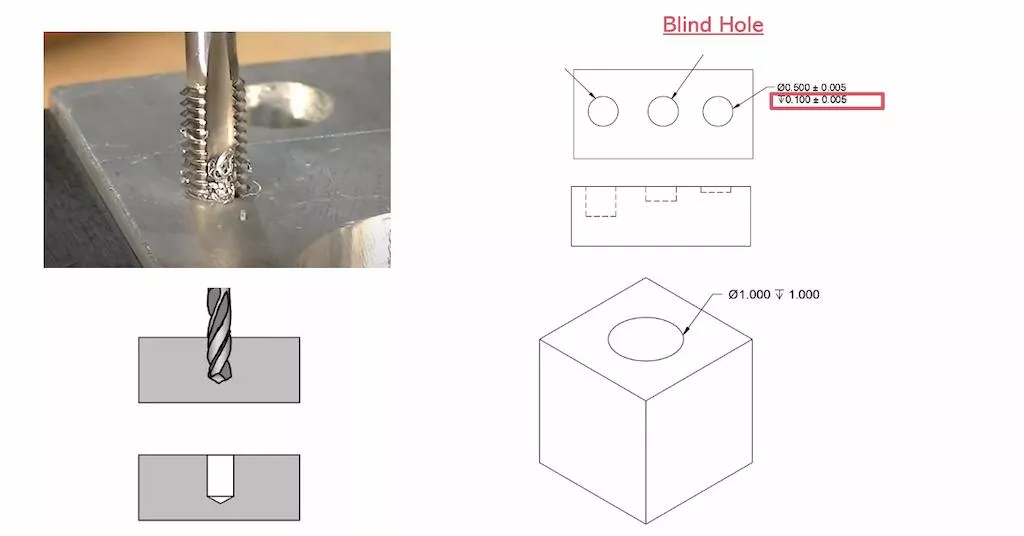
Tout trou qui ne traverse pas complètement toutes les épaisseurs de la pièce est appelé trou borgne. Il est percé à une certaine profondeur de matériau et ne contient qu'une seule ouverture. En général, ce sont des perceuses à colonne qui le créent et la profondeur dépend de la longueur du foret. De plus, les tarauds inférieurs sont utiles pour couper des filetages borgnes à des fins de fixation.
Le symbole aveugle est "↓" Par exemple, un trou borgne d'un diamètre de 30 mm et d'une profondeur de 12 mm est désigné par «Ø 30 ↓ 12mm”.
Le perçage de ces types de trous techniques est plus difficile car le foret peut se casser ou se tordre en raison de l'accumulation de matière. Par conséquent, la géométrie du foret (les cannelures en spirale sont préférées) doit être prise en compte pour l'évacuation des copeaux vers le haut.
Par la suite, des ouvertures borgnes sont applicables pour le montage, le vissage ou encore pour la réduction de poids.
Trou d'intrusion

L'interruption fait référence aux trous discontinus, qui sont entrecoupés par d'autres ouvertures. Il contient un perçage régulier à une certaine profondeur, interrompu par d'autres caractéristiques, et à nouveau continu après l'interruption. Ici, vous devez vous rappeler que le trou reste sur le même axe après la zone sans matière. Ils sont courants pour les sièges de roulement, les goupilles de positionnement et les boulons sous la surface.
Créer un trou interrompu n'est pas un défi aussi complexe que cela puisse paraître. Un foret perce la partie située au-dessus de l'intersection, puis il se déplace vers une autre partie située en dessous de la zone ouverte sans aucun arrangement supplémentaire. Dans certains cas, vous devrez peut-être régler le régime de la broche.
Trous filetés

Comme son nom l'indique, Trous filetés impliquent la fixation de filetages internes (structure hélicoïdale continue) pour la fixation. Les outils de perçage CNC tels que les inserts filetés et les fraises créent des types de trous filetés dans les projets d'ingénierie.
Il existe deux formes de légende de trou fileté : une « Ø” ou “M”. Ici, M représente le système métrique et la valeur numérique suivante fait référence à la longueur du filetage.
Tarauder les trous

Vous pourriez confondre le filetage et le taraudage, tous deux sont des trous avec des filetages de fixation, mais les méthodes pour les réaliser diffèrent de l'un à l'autre.
« Tous les trous taraudés sont des trous filetés mais tous les trous filetés ne sont pas des trous taraudés »
La différence réside donc dans la méthode de création. Au lieu d'utiliser des inserts et des outils de perçage, le taraudage consiste à couper ou à former des tarauds spécifiés avec les dimensions souhaitées. En règle générale, les tarauds sont disponibles en différentes tailles et le choix dépend de la taille du trou que vous souhaitez tarauder.
De plus, la légende du trou taraudé est "M", suivi du diamètre nominal, du pas et de la profondeur de la section du filetage. Par exemple, «M6 1.5 10” fait référence à un trou taraudé avec un diamètre nominal de 6 mm, un pas de 1,5 mm et une profondeur de filetage de 10 mm.
Trous coniques

Tout d’abord, le terme "dégressif" désigne la réduction constante du diamètre d'une extrémité à l'autre de toute fonction d'usinage. Par conséquent, les trous coniques impliquent un changement de diamètre d'une ouverture à une autre à un rythme uniforme. On les trouve généralement dans les joints de presse, les systèmes de contrôle de la pression des fluides et les joints hautes performances.
Les trous coniques sont mesurés en degrés coniques (angle d'inclinaison) définissant le nombre de degrés (°) d'inclinaison du trou d'une extrémité à l'autre. Souvent, les opérateurs modifient l'angle de la pointe du foret en fonction de la conicité souhaitée. Dans le symbole de référence pour les trous coniques, « Une ligne droite passe par le triangle ».
Trous lamés
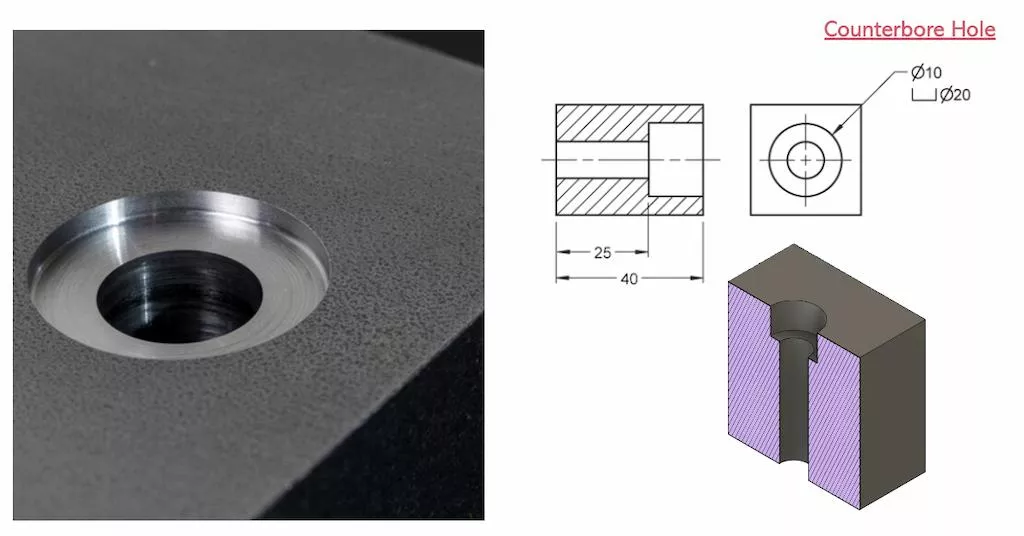
Les trous lamés comportent une ouverture élargie (évidements cylindriques) pour loger les boulons ou les joints toriques de type tête de fixation. En même temps, les deux sections cylindriques sont coaxiales. Elles protègent non seulement les fixations, mais améliorent également la beauté esthétique.
La légende du trou de contre-alésage est «⌴» avec le symbole du diamètre (Ø) et sa valeur. Par exemple, ⌴Ø20 fait référence à un lamage d'un diamètre de 20 mm.
Trous fraisés

Vous pouvez associer des trous fraisés à des lamages, la seule différence est que le lamage contient des renfoncements coniques à l'ouverture. Par conséquent, la légende du lamage est «⌵» et l'avantage théorique implique après le symbole.
Tout comme le fraisage, le lamage permet également de meilleures solutions de fixation et d'étanchéité pour les vis, boulons, etc.
Trous de contre-perçage
Les contre-forets présentent un élargissement conique ou effilé au niveau de leur ouverture pour accueillir des rivets, des boulons ou d'autres éléments de fixation. Cette conception permet aux éléments de fixation de s'asseoir à ras ou en retrait, contribuant ainsi à une finition lisse. Par la suite, les symboles sont similaires à ceux des fraises.
Trous de surface
Le terme spotface désigne un petit contre-alésage peu profond situé en haut et dont la taille normale s'étend en dessous de manière coaxiale. Vous pouvez donc le comparer aux contre-alésages. Cette conception offre une répartition uniforme de la pression et un appui en douceur pour la tête de fixation. De plus, ces types de trous conviennent également aux applications d'étanchéité.
Ensuite, le symbole des trous laminés dans les dessins techniques est "⌴ et SF au dessus”, suivi du diamètre et d'autres informations (c'est-à-dire traversant, borgne, etc.).
Trous de passage de vis
Comme leur nom l'indique, les trous de passage de vis sont percés avec des diamètres légèrement supérieurs à ceux des vis, boulons ou autres éléments de fixation. Ainsi, ils passeront facilement à travers le trou (à côté de leur tête). De plus, le passage de vis facilite le démontage et le remontage. De plus, les types de faces laminées ont les mêmes symboles de référence que les trous d'ingénierie simples.
La formule de calcul de la taille :
Taille du trou de dégagement = (diamètre de la vis + diamètre de la tête de vis) / 2
Trous alésés
Il ne s'agit pas de types de trous spécialisés en ingénierie, mais de trous simples affinés avec des alésoirs pour obtenir une précision dimensionnelle et une meilleure qualité de finition. La perceuse CNC peut les aléser en utilisant la taille appropriée d'alésoirs.
Trous superposés
Les trous superposés désignent les intersections partielles ou totales de deux trous simples, généralement utilisés dans les applications de formage des métaux. Bien que le chevauchement puisse diminuer la résistance du matériau, le renforcement peut y remédier. De plus, on les retrouve dans les assemblages complexes et la fabrication de métaux sur mesure.
Méthodes courantes pour l'usinage de trous
Maintenant, développons les techniques d’usinage courantes ;
Fraisage CNC
Le fraisage CNC peut accueillir divers outils, y compris les forets. De plus, des outils de fraisage classiques tels qu'une fraise à queue, une fraise à mouche et un foret à centrer conviennent également à la création de géométries de trous complexes. Le mouvement de broche multi-axes permet de réaliser des trous non circulaires (irréguliers) strictement réservés aux programmes CNC.
Une fraiseuse CNC peut effectuer des opérations d'alésage, d'empochage, de brochage, de lamage, de perçage droit et de nombreuses opérations d'usinage de trous. De plus, le fraisage peut créer d'autres éléments en plus des trous dans une seule configuration d'usinage.
Perçage CNC

Perçage CNC est une méthode spécialisée pour un perçage efficace et rapide. Une perceuse à colonne ou une machine CNC crée différents types de trous circulaires de différentes profondeurs et tailles.
Comme pour le fraisage, tout commence par la création d'un dessin dans un logiciel avec les GD&T appropriés. Ensuite, les conversions au format STEP ou STL. Enfin, l'opération sera exécutée avec l'outil approprié et la configuration variable. Le foret tourne et va vers le bas pour alimenter le matériau. De plus, leurs types de machines sont les suivants : multi-broches, bras radial, multibroches, micro-perceuse, etc.
Forage électroérosion

Le perçage par électroérosion ou l'usinage par perçage de trous par électroérosion est une méthode de perçage sans contact. Elle utilise un fil d'électrode comme outil de perçage qui crée une étincelle électrique avec une pièce à usiner à l'intérieur de la solution diélectrique. Cette étincelle fait fondre le matériau de la pièce à usiner et crée une cavité de la même taille que le fil-électrode, qui peut être aussi petite que 0.0025 pouce (0.065 mm).
Vous pouvez utiliser l'EDM pour le perçage de micro-trous simples et courbes. De plus, il est compatible avec tout matériau dur à condition qu'il soit conducteur d'électricité.
Taraudage CNC
Le taraudage CNC crée des filetages sur différents types de trous à l'aide de tarauds et de matrices correspondants. Nous avons déjà évoqué ses capacités de création de trous dans la section sur le taraudage.
Considérations pour choisir le bon type de trou dans la conception technique
Une conception de trou incompatible peut entraîner un mauvais alignement, une faible intériorité structurelle, un dysfonctionnement du produit ou même une défaillance de l'assemblage. Par conséquent, le choix des types de trous appropriés en ingénierie est essentiel pour une fabrication précise et de qualité.
Les trous les mieux adaptés à vos pièces ou à votre produit dépendent entièrement des exigences de l'application et du matériau de travail.
Discutons de quelques considérations clés pour faire le bon choix ;
Application prévue du trou
Avez-vous besoin de trous pour le flux de lubrifiant, la fixation de boulons et d'écrous, l'étanchéité et l'esthétique, ou cela sert-il à une autre fonctionnalité ? Cette question vous aidera à présélectionner les trous qui sont entièrement capables de répondre à votre objectif. Par exemple, les tarauds sont les meilleurs pour la fixation par vis, et les trous borgnes simples conviennent aux applications de montage.
Taille et géométrie du trou
Tenez compte de la taille dont vous avez besoin, comme le diamètre et la profondeur. Ensuite, assurez-vous de la forme nécessaire à la fonctionnalité, qu'elle soit circulaire, rectangulaire, carrée ou irrégulière. Ensuite, analysez les types de trous réalisables avec cette forme et cette taille.
Type de matériel de travail
La dureté, la fragilité, la stabilité thermique et d'autres propriétés matérielles diverses affectent le processus d'usinage des trous. Par conséquent, vous devez tenir compte du type de matériau de travail dans lequel vous allez créer des trous. Cela aide également à identifier le matériau de l'outillage.
Source d'énergie
Il s'agit de prendre en compte la source de poudre en fonction du type de trou que vous souhaitez usiner. Par exemple, des sources de puissance inférieures entraînent des imprécisions et un colmatage du matériau. La prise en compte des machines disponibles et de la source d'énergie requise garantit la fabricabilité des conceptions de trous.
Perçage de trous dans divers matériaux
Vous pouvez créer de nombreux types de trous dans les matériaux d'ingénierie, notamment les métaux, les alliages, les plastiques, les composites et le bois. De plus, leurs propriétés distinctes limitent les types que vous pouvez créer sur eux.
Le tableau ci-dessous décrit le perçage de trous sur différents matériaux et considérations ;
| Matières | Considérations particulières | Outillage | Vitesse | Fil d'actualité |
| Métaux et alliages | Refroidissement pour éviter la surchauffe, Choisissez un foret en fonction de la dureté - Écrouissage dans les alliages ferreux. | Forets en acier rapide (HSS) ou cobalt, forets à pointe carbure pour alliages durs. | Faible à modéré | Modérée |
| Les matières plastiques | Évitez la fonte due à la chaleur, utilisez des outils tranchants et à faible friction, évitez de serrer la pièce pour éviter les fissures. | Forets spécifiques à l'acrylique ou au plastique, forets à pointe brad pour plus de précision. | Élevé et réduit le temps de contact | Faible à modéré |
| Composites | Minimisez le délaminage en utilisant une plaque de support. Évitez une force excessive. | Forets diamantés ou en carbure, utilisez des forets compatibles en couches. | Faible à modéré | Modérée |
| Les bois | Évitez les éclats en soutenant le côté sortie, tenez compte du sens du grain, utilisez des outils tranchants pour éviter les brûlures. | Évitez les éclats en soutenant le côté sortie, tenez compte du sens du grain et utilisez des outils tranchants pour éviter les brûlures. | Modéré à élevé | Modérée |
Ajustements, repères et tolérances des trous d'ingénierie

Le terme "ajuster" est lié au mécanisme du trou et de l'arbre, qui définit le contact physique ou le jeu entre eux. Il existe trois principaux types de coupes; Transition, interférence et jeu. L'ajustement avec jeu fait référence à un diamètre de trou légèrement plus grand que l'arbre d'accouplement, alors qu'il est inférieur au diamètre de l'arbre dans le cas d'ajustements avec serrage. Par conséquent, les ajustements de transition sont leur état combiné.
Les légendes sont des systèmes de dimensionnement géométrique pour les trous d'ingénierie. Elles contiennent le symbole et les informations de dimensionnement critiques.
tolérances sont des paramètres de contrôle de qualité dans l'usinage des trous. Ils garantissent les écarts admissibles par rapport aux dimensions idéales, profondeur, diamètre, angles, cylindricité, etc.
Pour aller plus loin
Les différentes variantes de perçage ont leurs propres caractéristiques, pratiques de conception et fonctionnalités. Le choix dépend donc de l'objectif du perçage. Certains sont idéaux pour la fixation et quelques-uns offrent des canaux de refroidissement efficaces. En revanche, les perçages personnalisés sont les plus adaptés aux exigences fonctionnelles uniques. Cependant, les résultats dépendent des conceptions et des capacités optimales des machines de perçage.
Si vous souhaitez usiner vos pièces comportant des trous, RapidDirect vous propose toutes les solutions adaptées. Notre usine d'usinage propose Usinage CNC 5 axes, EDM de fil, Fraisage CNC, et autres services de perçage. Profitez de notre expertise pour réussir votre projet !
QFP
Il existe plus de 14 types de trous et la plupart d'entre eux sont idéaux pour le boulonnage mécanique. Les trous de boulon les plus populaires sont les trous fraisés, les trous lamés, les trous taraudés et les trous de dégagement.
Il est particulièrement destiné aux opérations de poinçonnage, où le bord doit être éloigné d'au moins 1.5 fois le diamètre du trou, c'est-à-dire une distance trou à trou à bord ≥ 1.5 D.
Il existe une équation simple pour déterminer le diamètre du trou de dégagement et la tolérance ; Diamètre du trou de dégagement = (diamètre de la vis + diamètre de la tête) / 2.
Pour identifier un trou, vous pouvez regarder le dessin et identifier les symboles (Ø), appeler les tableaux et les notations des normes internationales.



