


La tôle est largement utilisée dans les industries automobile et électronique. Cependant, ses arêtes vives peuvent se déformer avec le temps et présenter un risque pour la sécurité. Pour résoudre ce problème, les bords sont souvent pliés selon un processus appelé ourlet de tôle.
Cet article explique ce qu'est l'ourlet, comment il est réalisé, les types d'ourlets et leurs principales applications dans diverses industries.
Qu'est-ce que l'ourlet de tôle ?

Les vêtements cousus comportent des plis sur les côtés pour éviter toute déformation ou déchirure. De même, la fine tôle est pliée pour cacher ses bavures et améliorer la résistance et la déformation du métal.
L'ourlet de tôle est un type de fabrication de tôle dans lequel la feuille mince est pliée et repliée sur elle-même. Le courbé peut avoir une forme fermée, touchant complètement la surface métallique, ou être ouvert avec une légère cavité entre les deux.
L’objectif principal de l’ourlet est d’ajouter de la résistance structurelle et de la durabilité. Étant donné que le bord ouvert de la tôle est plié, le risque de fissures et de déformations aux extrémités est minime. En outre, plier la tôle améliore l'attrait esthétique. Le bord brut, tranchant et difficile à polir, devient plus lisse et idéal pour le polissage lorsqu'il est plié en courbe.
L'ourlet convient uniquement aux tôles de gros calibre (feuilles plus fines <=0.125"). Les feuilles de faible épaisseur (feuilles plus épaisses) sont sujettes à la fracture lors du pliage.
Comment fonctionne l'ourlet de tôle
Le ourlet de tôle est un processus en plusieurs étapes réalisé dans l'industrie comme suit :
Étape 1 : Sélection des matériaux
La sélection des matériaux est essentielle, car tous types de tôle conviennent pour l'ourlet. Certaines options courantes sont :
- Acier inoxydable: Connu pour sa résistance et sa durabilité, adapté aux applications lourdes mais difficile à travailler.
- Acier laminé à froid: Offre résistance et flexibilité sans avoir besoin d’un revêtement protecteur.
- Aluminium: Léger et résistant à la corrosion, idéal pour de nombreuses applications mais plus doux et s'use rapidement.
- Cuivre et laiton: Propose des couleurs et des finitions uniques qui ajoutent un attrait esthétique mais qui sont douces et ne conviennent pas à toutes les applications.
Étape 2 : Conception et préparation
Différents types d'ourlets sont disponibles, chacun adapté à différentes épaisseurs de matériaux et exigences spécifiques. Par exemple, un ourlet fermé peut suffire pour un bord simple et esthétique, mais l'aluminium peut nécessiter un ourlet en forme de goutte d'eau en raison de ses propriétés structurelles.
Étape 3 : marquage de la ligne de pliage
Marquez la ligne où le bord doit se plier. En règle générale, la longueur de la bride doit être quatre fois supérieure à l'épaisseur de la tôle.
Étape 4 : pliage initial
Avant de former l'ourlet, pliez légèrement la feuille à un angle aigu avec un outil de formage du métal ou une presse plieuse. Lorsque vous utilisez le processus d’ourlet roulé, sautez cette étape.
Étape 5 : Former l'ourlet
Après le pli initial, utilisez une presse pour aplatir complètement le pli. Insérez une cale si nécessaire, en fonction du type d'ourlet.
Étape 6 : Touches finales et inspection
Polissez et lissez le bord arrondi. Inspectez la pièce finale pour déceler tout dommage ou déformation à l'aide d'un micromètre ou de toute autre jauge pour garantir la largeur et l'épaisseur appropriées de l'ourlet.
Types d'ourlets en tôle
La bride n'est pas toujours à 180 degrés, touchant la tôle elle-même. Il peut avoir différentes géométries. Partant de là, différents types d’ourlets métalliques existent :
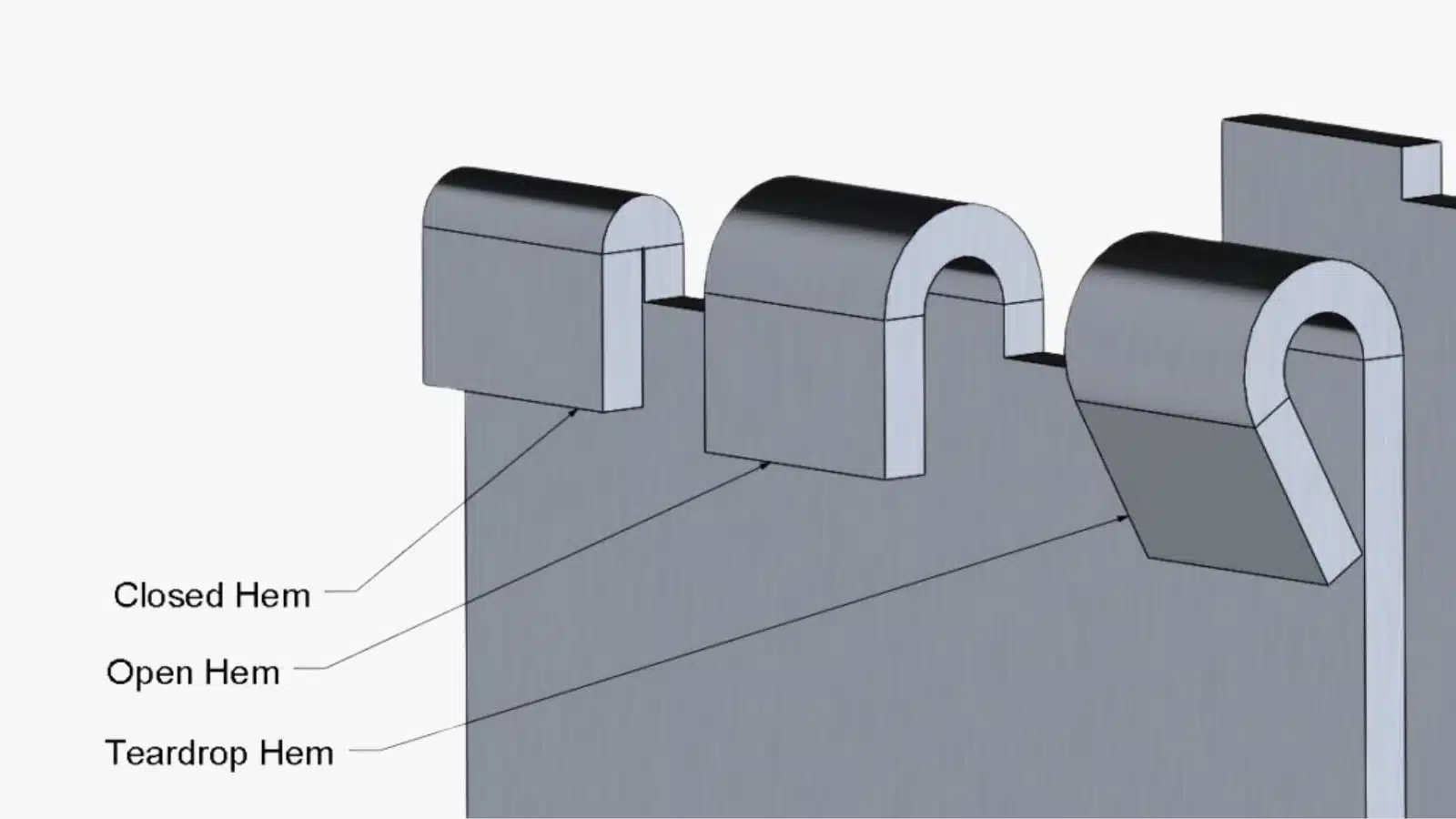
Ourlet plat ou fermé
L’ourlet fermé, le type le plus populaire, est également connu sous le nom d’ourlet écrasé. Dans ce cas, la bride de retour est à 180 degrés par rapport à la tôle, sans espace entre les deux.
Le profilé plat est facile à réaliser : pliez d'abord le bord de la tôle à 145 degrés, puis aplatissez-le à l'aide d'une presse. Les applications courantes sont les boîtiers d'appareils électroménagers et les pièces automobiles où vous avez besoin d'un bord ourlé lisse et rond.
L'ourlet plat est compatible avec quelques épaisseurs et matériaux de métal. Le profil est idéal pour les matériaux entre épaisseurs : de 0.40 à 0.125 pouces. Au-delà de 0.125 pouces (3 mm), la feuille peut se briser en cas de flexion. L'aluminium ne convient pas non plus aux ourlets fermés.
Ourlet ouvert
L'ourlet ouvert est légèrement similaire à l'ourlet fermé. La bride de retour est à 180 degrés par rapport à la tôle mais il y a un espace d'air entre les deux.
Pour créer, la feuille est pliée à environ 145 degrés. Ensuite on pose une cale, et on l'aplatit à la presse, avec une cale à l'intérieur. En règle générale, l'écart est de 0.06, 0.09, 0.125 et 0.250 pouces.
L'ourlet ouvert est idéal pour une utilisation comme poignées et applications portables, et idéal pour les matériaux de moins de 0.125 pouce. Cependant, il est également limité aux matériaux dont l’épaisseur est inférieure à 0.125 pouce.
Ourlet en forme de goutte d'eau
L'ourlet en forme de goutte a un profil fermé qui ressemble à la forme d'une larme. La bride de retour est pliée à plus de 180 degrés, formant une boucle. Pour former ce profil, pliez d'abord la tôle à plus de 90 degrés puis roulez-la avec un outil d'ourlet en métal. Ici, le diamètre de la boucle doit être au moins égal à l'épaisseur de la tôle.
Les ourlets en forme de goutte sont destinés aux matériaux fragiles et moins flexibles qui ne peuvent pas subir d'ourlets plats ou fermés comme l'aluminium. Ils sont considérés comme excellents pour leur résistance à la déformation. Cependant, leur fabrication est légèrement coûteuse en raison d’une configuration personnalisée et d’une main-d’œuvre qualifiée.
Ourlet en corde
L'ourlet en corde a une apparence similaire à un ourlet en forme de larme, mais la bride de retour est plate à une extrémité. Pour créer un ourlet en corde, l'ourlet est d'abord créé comme un ourlet ouvert puis repassé. Semblable à l’ourlet en forme de goutte, ce type ne convient qu’aux matériaux moins ductiles.
Opérations d'ourlet de tôle
Il existe deux voies pour réaliser l’opération d’ourletage métallique :
Processus d'ourlet
Le processus d’ourlet est une méthode traditionnelle de pliage des bords bruts de la tôle. Le procédé utilise une matrice d'aplatissement et une presse pour façonner le métal sur toute sa longueur selon des angles prédéfinis.
L'ourlet s'effectue en deux étapes. Ils commencent par un pré-ourlet, où le bord est plié à un angle initial tel que 145 degrés à l'aide d'une presse plieuse. Le ourlet final aplatit complètement la tôle et complète la forme de l'ourlet à l'aide d'une partie différente du même outil d'ourlet de tôle.
Ce procédé est principalement utilisé pour produire des panneaux plats et simples et n'est pas flexible lorsqu'il s'agit de manipuler des formes complexes. Bien que l’investissement initial dans l’équipement d’ourlet soit élevé, il offre des temps de cycle faibles, ce qui le rend tout à fait adapté à la production de masse.
Processus d'ourlet roulé
L'ourlet au rouleau est un processus avancé qui utilise des robots ou des machines manuelles équipées de rouleaux pour plier les bords de la tôle. Les rouleaux se déplacent le long des bords, les pliant méthodiquement aux angles souhaités en plusieurs étapes. Au cours de ce processus, l'orientation de la feuille peut être modifiée à certains moments pour la plier selon le design. Cette flexibilité le rend idéal pour les géométries de pièces variées et complexes.
Bien que l'ourlet permette des changements rapides entre les différentes tâches de production, grâce à des ajustements rapides de programmation, il est particulièrement économique. Il peut gérer efficacement des tâches à faible et à haut volume.
De plus, les coûts d'outils pour l'ourlet au rouleau sont nettement inférieurs à ceux pour l'ourlet à la matrice, mais les temps de cycle sont légèrement plus longs en raison de la nature incrémentielle du pliage avec les rouleaux d'ourlet.
Conseils pour un ourlet réussi

L'ajout d'un ourlet dans la tôle présente des avantages à la fois esthétiques et structurels. Cependant, la complexité du processus nécessite une extrême prudence. Sinon, cela peut nuire au lieu de bénéficier.
Sélection appropriée des matériaux
Le choix des matériaux est crucial car tous les matériaux ne sont pas suffisamment ductiles pour résister à la flexion. Certains matériaux comme la fonte peuvent se briser en cas de flexion. Les matériaux comme l’aluminium ne conviennent généralement que pour les ourlets plats. Les tôles de faible épaisseur (plus épaisses) de plus de 0.125 pouces sont également sujettes à la fracturation.
Préparation et mesure précises
Le bord de pliage doit avoir une longueur et un rayon standard, sinon il risque de se briser. La longueur standard de la bride doit être quatre fois supérieure à l'épaisseur du métal (dans le cas d'un ourlet ouvert) et le diamètre (dans le cas d'un ourlet fermé) doit être au moins égal à l'épaisseur du matériau.
Utilisez les outils appropriés
Le processus d'ourlet doit être effectué à l'aide d'outils de pliage, soit la presse plieuse, soit un rouleau d'ourlet. Pour un simple ourlet plat ou une production en vrac, utilisez la presse plieuse. La combinaison à ourlet se plie sur des géométries complexes.
Technique de pliage progressif
Utilisez une technique de pliage en deux étapes pour des résultats efficaces. Commencez par plier le métal selon un angle aigu dans une matrice en forme de V. Ensuite, terminez le processus en l'aplatissant avec une presse. Cette approche progressive permet de gérer les contraintes exercées sur le matériau, réduisant ainsi le risque de dommages.
Avantages de l'ourlet de tôle
L'ourlet est une technique de pliage populaire en raison de multiples avantages :
- Intégrité structurelle améliorée
L'ourlet renforce la tôle en pliant ses bords, ce qui double l'épaisseur du matériau aux points critiques. Cela augmente non seulement la résistance et la durabilité du métal, mais réduit également le risque de déformation sous contrainte ou charge..
- Attrait esthétique amélioré
Le polissage et la finition du bord brut de la tôle peuvent être difficiles et parfois irréalisables. Ces arêtes vives présentent également un risque pour la sécurité. L'ourlet produit un bord lisse et arrondi plus facile à polir, ce qui améliore l'attrait esthétique global du composant métallique.
- Meilleure résistance à l'usure et aux dommages
La tôle brute aux bords fins est susceptible de se déformer et de s'user. Une fois pliés, les bords délicats gagnent deux fois plus d’épaisseur, ce qui améliore leur résistance aux dommages physiques. Ce processus scelle efficacement les bords, réduisant ainsi l’exposition aux facteurs environnementaux pouvant entraîner la corrosion et l’usure.
Inconvénients de l’ourlet en tôle
Outre les multiples avantages, le processus présente également quelques inconvénients :
- Nécessite un équipement et des outils spécialisés
Le sertissage de tôles ne peut pas être réalisé avec des outils de pliage ou mécaniques ordinaires ; cela nécessite une presse à ourler spécialisée ou une configuration de rouleaux. Cet équipement spécialisé est coûteux par rapport aux outils standards.
- Processus chronophage
Le processus d'ourlet implique une série d'étapes, du pré-ourlet à l'aplatissement final, dont chacune prend du temps. Ce processus en plusieurs étapes allonge les délais de production.
- Complexité et compétences requises
L'ourlet nécessite une attention aux détails à chaque étape, depuis la conception initiale et le dimensionnement standard des plis jusqu'à la finition finale du métal. Cette complexité nécessite des opérateurs qualifiés ayant une formation spécifique et des connaissances dans le domaine du travail des métaux.
Applications de l'ourlet de tôle
L'ourlet trouve ses applications dans les zones où il faut rigidifier les bords de tôles, masquer les imperfections ou fixer deux tôles ensemble sans attache. Certaines applications sont :
| Industrie - | Applications |
| Industrie automobile | Capots, couvercles de coffre, portes, ailes |
| Fabrication d'appareils électroménagers | Réfrigérateurs, fours, machines à laver, sèche-linge |
| Fabrication de meubles | Bureaux, étagères, armoires |
| Construction et bâtiment | Portes, fenêtres, cadres métalliques |
| Industrie aérospaciale | Panneaux d'avion, portes |
| Boîtiers électroniques | Boîtiers et boîtiers pour l'électronique |
Comparaison de l'ourlet avec des processus de formage de métaux similaires
L'ourlet est souvent confondu avec deux processus similaires de formage des métaux, le sertissage et le jog du métal. Cependant, c'est différent des deux.
Ourlet de tôle vs couture
En ourlant, la tôle se replie sur elle-même, avec ou sans cavité entre les deux. Il peut avoir différentes sections en fonction du type d'ourlet. L’objectif principal de l’ourlet métallique est de renforcer les bords métalliques et d’améliorer l’intégrité structurelle du matériau.
La conception des coutures dans la tôle est de forme similaire à un ourlet ouvert – la même section transversale en forme de U. Cependant, son objectif est de sceller et de verrouiller les bords de deux pièces de tôle distinctes.
Jog en tôle et ourlet en tôle
L'ourlet consiste à replier le bord de la tôle sur lui-même, créant ainsi une courbe unique qui renforce et lisse le bord. D'autre part, un jog (ou joggle) consiste à créer deux coudes opposés rapprochés dans la tôle, ce qui entraîne un décalage en forme de Z qui facilite l'assemblage des pièces.
L'objectif de l'ourlet est la durabilité et l'apparence des bords, tandis que les joggings améliorent l'assemblage et l'ajustement des composants métalliques.
Pour aller plus loin
La tôle est intrinsèquement fragile et sujette à la flexion. L'opération d'ourlage, réalisée à l'aide d'outils spécialisés, renforce la solidité en doublant l'épaisseur des bords. Ce pliage masque également les imperfections et facilite le polissage des bords d'ourlage, améliorant ainsi l'esthétique globale du composant. L'ourlet améliore principalement l'intégrité structurelle et l'apparence, mais les ourlets ouverts peuvent également servir de joints.
Si vous souhaitez concevoir des pièces en tôle et avez besoin de services de découpe plasma, laser ou de pliage. Ensuite, choisissez RapidDirect Services de fabrication de tôle pour tous vos besoins, des composants complexes en faible volume à la production de masse. Nous pouvons répondre à vos exigences avec une équipe de fabricants experts qui adhèrent aux normes de qualité les plus élevées, garantissant la précision de chaque pièce fabriquée. Contactez-nous dès aujourd'hui pour commencer !
FAQs
En règle générale, l'ourlet est effectué sur des tôles d'épaisseurs allant de 0.040″ à 0.125″. Dans les ourlets ouverts, la longueur de retour de l'ourlet est généralement 4 fois l'épaisseur de l'ourlet. Alors que dans les ourlets fermés, c'est 6 fois l'épaisseur du métal. Ainsi, sa longueur maximale est de 0.75 pouces.
Pour créer un ourlet ouvert, la longueur de l'ourlet doit être comprise entre 0.16 et 0.5″, en fonction de l'épaisseur de la tôle. Dans les ourlets fermés, la longueur doit être comprise entre 0.24 et 0.75″.
Le but de l’ourlet est d’améliorer l’intégrité structurelle et la durabilité de la tôle en l’empêchant de se déformer ou de se corroder. Le bord courbé est facile à polir, ce qui améliore l'esthétique globale du composant.
Cela dépend de l'épaisseur de la feuille et du type d'ourlet. Par exemple, si vous libérez un ourlet plat dans une tôle de 0.125″, vous gagnerez une longueur de 0.5″ (4 x 0.125).



