


L'outillage de moulage est un aspect essentiel de tous les projets de moulage par injection de plastique, déterminant la forme finale et la qualité des pièces ou des produits conçus. Cependant, un moule d'injection n'est pas un élément unique qui prend les flux de plastique fondu et les solidifie. Au lieu de cela, divers composants d'un moule d'injection remplissent des fonctions distinctes dans une structure de conception compacte tout au long du processus.
Cet article traitera des différents systèmes et composants et de leur impact sur la structure et la fonctionnalité globales de l'outillage de moulage. De plus, il décrira brièvement les défauts et les matériaux possibles pour la fabrication des moules afin d'aider les lecteurs à prendre de meilleures décisions.
Passons en revue !
Types de moules d'injection
Avant les moules et leurs types, qu'est-ce que le moulage par injection ? Il s'agit d'un procédé de mise en forme de pièces thermoplastiques par injection et solidification du matériau liquide à l'intérieur du moule. Les cavités des moules imitent la géométrie négative de la pièce souhaitée.
Ensuite, le moule d'injection a plusieurs variantes, chacune avec des capacités de production et des structures d'assemblage uniques pour les composants et systèmes inclus. Voici quelques exemples populaires types de moules à injection;
Moules familiaux
Commençons par comprendre les moules à empreinte unique et à empreintes multiples. Une empreinte unique produit un seul article dans un cycle de production, tandis qu'une empreinte multiple produit plusieurs articles identiques. De plus, les moules familiaux impliquent plusieurs empreintes avec des géométries distinctes. Cela signifie fabriquer plusieurs conceptions sur une seule configuration de moule, par exemple, mouler le boîtier, les boutons et les supports internes d'un diagnostic médical avec le même matériau.
La complexité de la conception et du fonctionnement des moules présente un risque de certains défauts, tels qu'une solidification inégale et des incohérences dimensionnelles.
Moules à deux plaques
Il s'agit d'une forme simple de moule qui ne comprend qu'une moitié mobile et une moitié fixe, toutes deux se rejoignant au niveau d'une ligne de séparation. La principale caractéristique des moules à deux plaques est que la ligne de séparation unique facilite l'ouverture directe de la cavité de moulage par injection et du noyau pour éjecter la pièce durcie.
Si le moule comporte plusieurs cavités, le canal et les entrées restent près de cette ligne de séparation. Les fabricants utilisent ces moules pour les petites pièces sans caractéristiques complexes à faible coût. Cependant, les pressions élevées peuvent provoquer des bavures et la structure simple limite la flexibilité de la conception du moulage.
Moules à trois plaques
Les moules à trois plaques contiennent deux ou plusieurs lignes de séparation ; les pièces finales ne peuvent pas être obtenues en ouvrant simplement la cavité et le noyau. Au lieu de cela, la plaque de guidage supplémentaire sépare le canal et la porte, ce qui vous permet de retirer séparément l'objet moulé du canal.
La section ou plaque supplémentaire n'a pas besoin que la position du canal et de la porte soit proche de la ligne de séparation de la cavité et du noyau, vous pouvez donc placer les portes séparément des canaux. Ces types de moules conviennent aux formes complexes et aux exigences de porte à points multiples. Cependant, l'outillage du moule d'injection et les coûts de production sont relativement élevés.
Moules empilés
Les moules multiples se combinent en un alignement précis avec une seule face pour former un moule à empilement. Ainsi, les cavités sont deux fois plus grandes ou plus grandes que celles d'un moule d'injection standard. Pendant qu'un moule éjecte les pièces, l'autre moule est injecté, et ce cycle fonctionne simultanément ; c'est ainsi qu'un seul cycle double le nombre de pièces. De plus, la forme ou la taille des cavités n'a pas besoin d'être la même sur tous les côtés. Cela est très avantageux lorsque différents composants du moule d'injection sont nécessaires à l'assemblage.
Les moules empilés améliorent l'efficacité de la production et rendent le moulage en grande quantité plus fluide. Les machines avancées peuvent automatiser les processus d'injection et maintenir une précision élevée.
Dévissage des moules
Les moules de dévissage sont principalement utilisés pour fabriquer des surfaces à vis comme des robinets de bouteilles. Il s'agit d'un noyau fileté qui pousse les pièces solidifiées vers l'extérieur grâce à des cycles de dévissage. Pendant ce temps, un mécanisme à crémaillère et pignon prend en charge le dévissage du noyau interne.
Si vous avez besoin de grands volumes de pièces filetées précises avec des caractéristiques similaires sur leur surface, les moules de dévissage sont la meilleure option.
Insérer des moules
Ces moules spécialement conçus intègrent des inserts métalliques à l'intérieur des pièces moulées par injection. La matière injectée s'écoule autour de ces inserts et s'encapsule lors de la solidification. Insert moulure est principalement populaire pour l'insertion de composants filetés et de connecteurs électroniques métalliques dans des pièces en plastique.
Des mécanismes manuels ou automatiques placent et maintiennent l'insert à l'intérieur du moule. Dans le cas du maintien manuel, l'insert est placé à l'intérieur du moule à la main. Des broches, des fentes ou des supports magnétiques assurent l'alignement et le positionnement correct. D'autre part, des systèmes robotisés ou des alimentateurs exécutent l'insertion automatiquement avant chaque cycle de moulage.
Moules multi-shots
Cet outillage permet de produire des pièces multicolores et multi-matériaux. Le moule comporte plusieurs injecteurs qui peuvent injecter simultanément la matière fondue dans la cavité. Une fois que la première injection a pris forme, des injections successives sont construites par-dessus. Pour faciliter l'injection multi-injection, le moule est fixé à un mécanisme rotatif, à déplacement ou à retour de noyau.
Les moules multi-shot sont adaptés à la combinaison matériau thermodurcissable et thermoplastique en une seule pièce et des pièces avec plusieurs matières thermoplastiques en un seul article. Par exemple, ils peuvent être utilisés pour ajouter des poignées sur des manches d'outils thermodurcissables, des joncs à dents, des joints, des joints toriques, etc.
Les principaux composants des moules d'injection

Les deux sections fondamentales de tout moule d'injection sont le côté cavité A (fixe) et le côté cavité B (mobile). La section fixe définit les profils extérieurs de la pièce et forme la cavité pour remplir le matériau, tandis que le côté B se déplace vers la ligne de séparation.
Côté cavité A (côté stationnaire)
Le côté de la cavité A est fixé à la plaque fixe de la machine de moulage et ne bouge pas pendant le processus de moulage. Il abrite le système de canaux et maintient l'alignement précis avec le côté mobile B à l'aide de broches et de bagues de guidage. Par conséquent, ce côté intègre également les canaux de refroidissement pour faire circuler les liquides de refroidissement pendant la solidification.
Cavité côté B (côté mobile)
Le côté B de la cavité joue un rôle crucial dans l'ouverture et la fermeture du moule. Il contient souvent un système d'éjection et un mécanisme de maintien des inserts. De plus, le plateau mobile de la machine de moulage relie ce côté et facilite l'ouverture et la fermeture du moule. Le mouvement et l'alignement de cette cavité sont essentiels pour des dimensions précises et une libération en douceur des pièces finales.
Composants par fonction
Après les composants principaux, voici les composants d'un moule d'injection en fonction de leur fonctionnalité. Certains d'entre eux transfèrent la matière première, guident l'ouverture et la fermeture et assurent le refroidissement. Cela signifie qu'un ensemble spécifique de pièces remplit certaines fonctions spécifiques pour obtenir les résultats souhaités.
Système Runner

Comprenons-le ainsi : le canon injecte le liquide fondu à travers une buse, et certains canaux sont nécessaires pour transférer le flux de la buse du canon à la porte d'injection, d'où le matériau entrera dans une cavité. Ici, le système de canaux facilite cette transformation du matériau vers la porte. De plus, le système de canaux peut avoir un réseau de canaux pour la distribution en cas de moules multi-empreintes.
Les pièces typiques d'un système de canaux d'injection sont :
- Douille de carotte : Il s'agit généralement d'un canal conique ou cylindrique qui transmet le plastique fondu de la pointe de la buse au point d'admission du canal d'injection. Dans un moule à cavité unique, le canal d'injection s'étend directement jusqu'à la position de la porte.
- Réseau de coureurs : Il divise le matériau d'admission en différentes portes de cavité avec un réseau de sous-canaux.
- Porte: Le réseau de canaux délivre le flux jusqu'à la porte, une petite ouverture vers la cavité du moule. La porte peut être de type bord, broche, éventail ou autre.
Vous pensez peut-être à la pression et à la température lorsque vous évoquez ces composants de coulée d'un moule d'injection. La buse elle-même maintient la pression d'injection élevée. Ainsi, le matériau s'écoule uniformément dans le niveau de viscosité souhaité.
De plus, les canaux peuvent être de deux types : les canaux froids et les canaux chauds. Le canal chaud contient un canal haute température avec des dispositifs de chauffage supplémentaires et maintient la température du flux pour éviter une solidification prématurée. D'autre part, le canal froid alimente simplement le flux d'admission sans chauffage supplémentaire.
Système de refroidissement
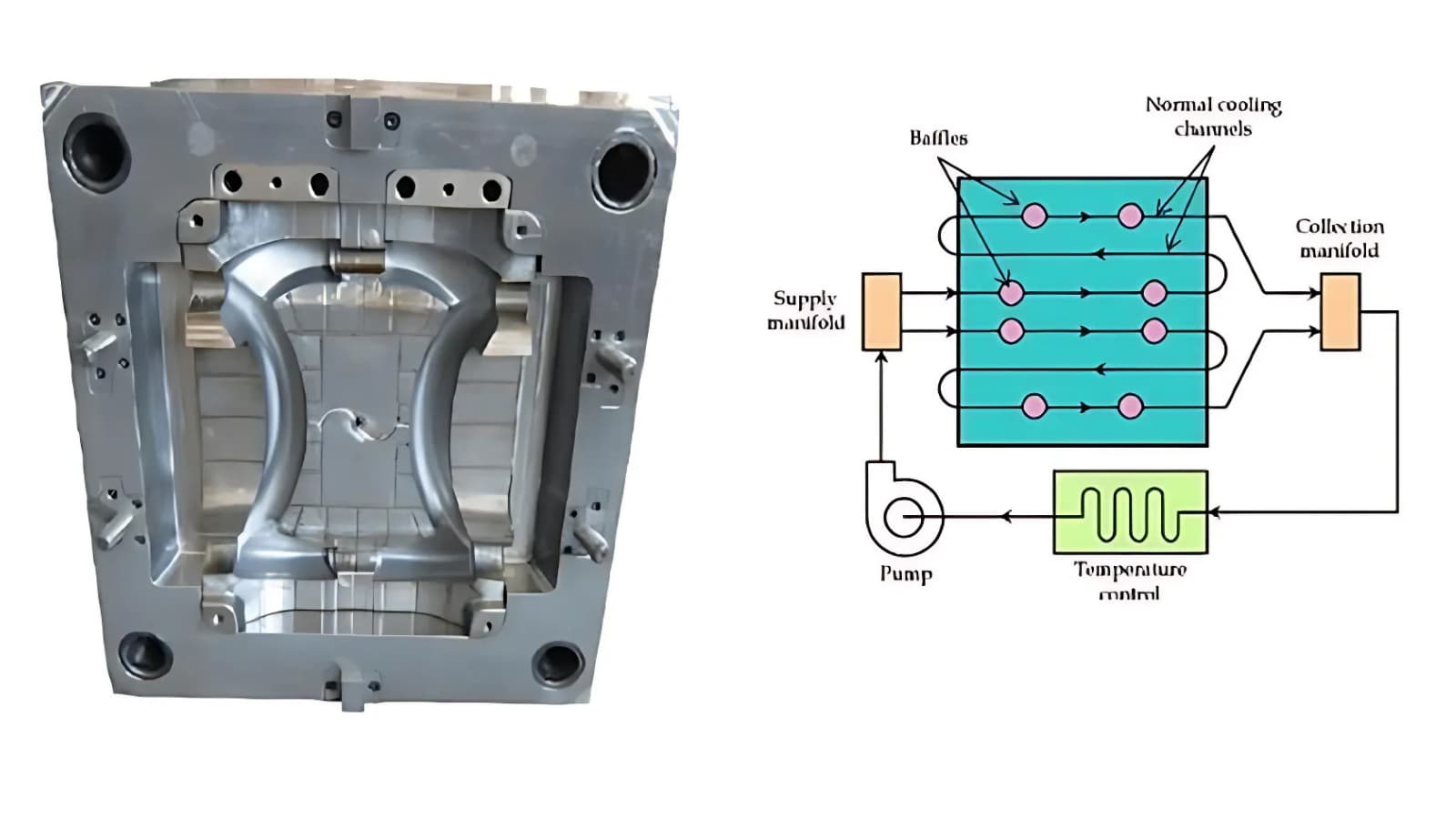
L'étape de refroidissement occupe 50 à 80 % du temps du processus de moulage par injection, vous pouvez donc imaginer à quel point il est important de produire des pièces en plastique sans défaut. Le système de refroidissement est essentiellement un réseau de conduites d'eau à proximité des composants du moule d'injection, entourant principalement la cavité principale qui façonne la charge fondue. Bien que l'eau soit le liquide de refroidissement le plus connu, l'éthylène glycol ou d'autres huiles circulent dans le moulage à haute température.
Un système de refroidissement permet de mieux contrôler les opérations car il peut réguler et ajuster la température et le débit. Par conséquent, un refroidissement adéquat évite l'emballage, augmente l'efficacité de la production et ralentit l'usure du moule.
La circulation de l'eau est conforme au lieu de lignes droites pour les moules complexes et de grande taille (par exemple, noyau de taille 50 mm ou plus). Voici les pièces d'un moule d'injection qui relèvent du système de refroidissement ;
- Chicanes : Ils redirigent le liquide de refroidissement vers les sous-canaux, généralement des bandes métalliques en forme de lame.
- Bulleurs : Ces tubes creux relient les canaux placés à l'intérieur des trous percés.
- Broches thermiques : Ce sont des cylindres remplis de liquide qui absorbent et dissipent la chaleur par circulation continue.
- Pompe externe : Il fournit une pression suffisante pour un débit déterminé et maintient les cycles de refroidissement.
Système de composants de moulage
Ce sont les composants centraux d'un moule d'injection responsables de la géométrie finale, des dimensions, de l'alignement et de la précision. Comme leur nom l'indique, ils moulent (façonnent) les pièces, leur donnant les détails de la surface des cavités et des caractéristiques internes. Les composants de moulage comprennent un noyau, une cavité, une tige de moulage, un élévateur, etc.
Vous pouvez identifier rapidement ces composants. Chaque composant qui est en contact avec les matières premières une fois qu'il pénètre dans la cavité depuis la porte.
Voici les points communs du système de composants de moulage ;
- Cavité du moule : Il reste stationnaire avec la machine et résiste à la pression d'injection du piston.
- Core: Une autre moitié mobile s'imbrique dans la cavité pendant le processus, formant ainsi les éléments internes complets.
- Tige de moulage : Une broche centrale qui crée des éléments étroits et allongés tels que des arbres ou des trous dans la pièce.
- Elévateurs : Ils maintiennent des angles de dépouille fixes pour diverses caractéristiques afin de faciliter la fermeture et l'ouverture du moule.
Système d'évacuation

Le flux de matière fondue peut amener de l'air à l'intérieur de la cavité et les processus de solidification produisent des gaz de moulage. Ces emprisonnements peuvent provoquer des vides, des bulles, des points faibles, des marques de brûlure et un remplissage incomplet. Par conséquent, un système de ventilation dans les moules et matrices d'injection est essentiel pour éliminer l'air emprisonné et résoudre ces problèmes. De plus, les évents aident à limiter la pression d'injection excessive.
Dans le processus de moulage de petite taille et standard, les évents sont placés dans la ligne de placage avec les broches d'évent sur le corps de la cavité centrale. Cependant, les pièces du système d'un moule d'injection deviennent plus complexes avec la complexité du moule.
Certains autres systèmes de ventilation typiques sont :
- Rainures et canaux : Canaux ou rainures étroits ainsi que des broches et des points d'aération au niveau de la ligne de séparation :
- Aspiration d'air : Élimination de l'air par une pompe à vide externe avant l'injection.
- Vannes de ventilation : Les micro-valves sont situées à la fois sur les côtés internes et externes du corps de la cavité.
- Aérations autour des composants : Souvent, des évents sont placés partout sur les composants associés au flux chauffé, tels que la carotte, le canal et la porte.
Système de guidage

Les pièces du système de guidage assurent l'alignement des deux moitiés du moule et des autres composants lors de l'ouverture et de la fermeture. Leur rôle est donc crucial pour garantir la précision et la cohérence à chaque cycle. Par la suite, les forces de serrage dans les cycles répétitifs peuvent faire dévier la position. Par conséquent, les composants du système de guidage tels que les broches de guidage, les douilles et les plaques fonctionnent pour éviter cela.
Goupilles et douilles de guidage : Ces deux composants agissent ensemble pour guider le mouvement des moitiés du moule. Les axes de guidage sont des extensions cylindriques fixées à une moitié qui s'emboîtent dans les douilles correspondantes (manchons) de l'autre moitié et maintiennent l'alignement.
Système d'éjection
Une fois la période de refroidissement terminée, le moule s'ouvre et le système d'éjection facilite le retrait sûr et en douceur des pièces et des canaux. goupilles d'éjection sont utilisés à cet effet. Ces fines broches cylindriques sont fixées dans une plaque d'éjection fixée sur le côté mobile. Les points de contact des broches sont des surfaces planes, de sorte que la force est répartie uniformément et n'endommage pas la pièce.
Les autres composants comprennent :
- Broches de retour : Ces pièces assurent le positionnement et la stabilité des moitiés de moule lors de leur ouverture. Elles limitent la force de poussée des broches d'éjection du côté fixe.
- Manchons d'éjection : Les manchons sont utilisés pour le retrait des cavités cylindriques. Un manchon fin recouvre la surface du moule et la force de retour éjecte la pièce du moule.
Composants par structure
La catégorisation de la structure des composants du moule d'injection comprend la base du moule, le noyau et diverses pièces et systèmes auxiliaires.

Base de moule
Il s'agit de la base sur laquelle tous les autres composants d'un moule d'injection sont construits ou fixés. La base du moule est généralement fabriquée à partir de matériaux solides et rigides comme l'acier trempé. Cependant, le terme « base » dans le moulage par injection ne fait pas référence à une seule pièce. Au lieu de cela, différents types de plaques sont combinés en une seule plaque avec diverses caractéristiques d'assemblage comme des trous percés.
Différentes plaques sont intercalées entre les plaques de serrage rares et supérieures. La plaque de serrage rare relie le moule à la machine de moulage par injection : plaque de moule, plaque d'éjection, plaque de retenue d'éjection, etc., en fonction des caractéristiques particulières du moule.
Noyau de moule
Un noyau de moule forme les cavités pour les géométries creuses et internes tout en se combinant avec la cavité. Il fournit la structure et résiste à une partie de la pression de serrage. La forme du noyau comprend généralement des coins et des bords arrondis avec des angles de dépouille appropriés. Lorsque vous imbriquez le noyau et la cavité avec un alignement correct, ils forment un vide ou une cavité pour accueillir l'alimentation en plastique fondu.
Après le moulage, le noyau est retiré et le système d'éjection retire la pièce de la section de cavité fixe. Les mécanismes d'extraction de noyau courants sont la traction mécanique, hydraulique et pneumatique.
Pièces auxiliaires
Les pièces auxiliaires font référence aux éléments de support qui ne sont pas installés sous la structure du moule. Elles sont assemblées temporairement pour faciliter la fonction des pièces du moule d'injection fermées. Bien que les pièces auxiliaires n'aient pas de rôle dans la forme et la géométrie, elles sont essentielles pour maintenir des tolérances strictes, l'intégrité structurelle et la qualité globale des pièces en plastique moulées par injection.
- Bague de positionnement : Une bague circulaire sur le côté mobile qui guide le moule tout en le fixant sur la machine. Elle assure le positionnement correct de la pointe de la buse, de la buse d'injection et des pièces similaires concernant la position du moule.
- Douille de carotte : Un petit canal intermédiaire entre la pointe de la buse et l'admission du canal.
- Broches d'éjection:Ils assurent l'éjection en toute sécurité de la pièce finale.
- Grappin de matériel:Un mécanisme qui maintient et guide les granulés de plastique dans le canon de la machine.
- Piliers de soutien : Les structures solides verticales entre la pince rare et la plaque supérieure du moule. Elles fournissent un support structurel et répartissent la pression.
- Plaque d'éjection : Une plaque dans la base qui fixe les broches d'éjection.
- Goupilles et douilles de guidage : Les broches de guidage étendues sur une moitié et les bagues sur l'autre s'emboîtent pour assurer un alignement correct.
- Goupille de retenue de l'éjecteur : Ils maintiennent l'ensemble d'éjection tandis que les broches d'éjection retirent la pièce.
Systèmes auxiliaires
Comme les pièces auxiliaires, les systèmes auxiliaires sont les systèmes de support pour le processus de moulage par injectionDes exemples typiques sont les systèmes de canaux, d'éjection et de refroidissement, dont nous avons parlé plus tôt dans cet article.
Configurations auxiliaires
Les deux principales configurations auxiliaires dans le moule d'injection sont les trous pour boulons à œil de levage et les trous KO. Ces configurations offrent le mécanisme de transfert ou de déplacement du moule et facilitent la procédure d'éjection.
- Trous pour boulons à œil de levage : Ces trous filetés fixent les boulons à œil. Pendant ce temps, les boulons transfèrent le grand moule à l'aide d'une grue ou d'un système de levage.
- Trou KO : La position du trou KO se trouve dans la plaque de serrage rare ; elle intègre les tiges d'éjection et fournit un espace de poussée pour pousser la plaque d'éjection et les pièces.
Structures de manutention des angles morts
Premièrement, les angles morts désignent les zones ou les coins difficiles à atteindre pour le traitement (remplissage, refroidissement, etc.). Les exemples incluent les contre-dépouilles, les angles vifs, les canaux profonds, etc. Ici, des structures telles que des éjecteurs d'angle, des vérins hydrauliques et des glissières permettent de contrer cette complexité.
- Glissement:Une glissière reste sur le côté où se trouvent les contre-dépouilles. Un insert coulissant et un mécanisme de boulon soutiennent la contre-dépouille pendant la solidification et aident à retirer le côté contre-dépouille sans dommage physique.
- Cylindre hydraulique : Un cylindre qui fournit la force nécessaire pour déplacer les diapositives.
- Éjecteur coudé : Une broche d'éjection se déplace à un angle spécifique pour pousser les pièces hors du moule depuis les zones délicates ou difficiles d'accès.
Défauts courants et méthodes de réglage des moules d'injection

La structure complexe et l'assemblage des pièces moulées peuvent également entraîner des défauts dans les pièces finales. Ces défauts sont principalement liés à un alignement, une configuration et un fonctionnement incorrects des différents composants d'un moule d'injection. Cependant, la prise en compte des défauts possibles lors de la conception et du traitement permet de procéder à des ajustements.
Le tableau ci-dessous présente les défauts courants, les causes possibles et les méthodes de contre-ajustement ;
Défaut 1 : les actions d'ouverture, de fermeture, d'éjection et de réinitialisation du moule ne sont pas fluides
Cause:
- La goupille de guidage et la bague de guidage dans la base du moule ne glissent pas en douceur ou sont trop serrées.
- Le curseur ou la goupille d'éjection ne glisse pas en douceur.
- Le ressort de réinitialisation manque de force ou de précharge suffisante.
Solution:
- Réparez ou remplacez la goupille de guidage et la bague de guidage.
- Inspectez et réparez l’ajustement du curseur et de la goupille d’éjection.
- Augmenter ou remplacer le ressort.
Défaut 2 : Incompatibilité entre le moule et la machine d'injection
Cause:
- La position de la bague de positionnement est incorrecte, ou sa taille est trop grande ou trop petite.
- La largeur du moule est trop grande; la hauteur du moule est trop petite.
- La position ou la taille du trou d'éjection est incorrecte ; la position ou la taille du trou de réinitialisation forcée est incorrecte.
Solution:
- Remplacez la bague de positionnement ; ajustez la taille et la position de la bague de positionnement.
- Utiliser une machine d'injection de tonnage plus élevé ; augmenter l'épaisseur du moule.
- Ajustez la position et la taille du trou d'éjection ; ajustez la position et la taille du trou de réinitialisation.
Défaut 3 : Difficulté à remplir et à retirer des pièces
Cause:
- Le système de porte est obstrué, la taille de la section transversale du coureur est trop petite, la disposition de la porte est déraisonnable et la taille de la porte est petite.
- La course de limitation du moule est insuffisante, la course de traction du noyau du moule est insuffisante et la course d'éjection du moule est insuffisante.
Solution:
- Inspectez tous les segments du système de portes et des barrières et réparez les pièces concernées.
- Vérifiez si les courses de limitation, de tirage du noyau et d'éjection répondent aux exigences de conception et ajustez les courses qui ne répondent pas aux exigences.
Défaut 4 : Les canaux d'eau du moule sont bloqués ou fuient
Cause:
- Réglez le jeu de manière appropriée et rectifiez la surface de séparation des pièces de travail.
- Ajouter du matériau localement et améliorer la ventilation Augmenter la taille des broches d'éjection et les répartir uniformément.
- Réparez les bavures, augmentez l'angle de dépouille et effectuez la nitruration.
- Ajustez la porte, assurez une pression uniforme et renforcez le produit.
- Retravailler l'usinage.
- Améliorer la porte et augmenter la température du moule.
Solution:
- Inspectez la méthode de connexion des joints des tuyaux d'entrée et de sortie d'eau du système de refroidissement et de tous les segments du canal d'eau, et réparez les pièces concernées.
- Inspectez la bague d’étanchéité et le joint du tuyau d’eau, et réparez ou remplacez les pièces concernées.
Défaut 5 : Mauvaise qualité de la pièce (éclats, tirs courts, marques d'éjection, marques de traînée, déformations importantes, tolérances excessives, lignes de soudure visibles)
Cause:
- Jeu excessif dans le montage.
- Mauvais flux de matière, air emprisonné.
- Les broches d’éjection sont trop petites, ce qui entraîne une éjection inégale.
- Angle de dépouille insuffisant, bavures, dureté insuffisante.
- Pression d’injection inégale et résistance insuffisante du produit.
- Erreurs d'usinage.
- La distance de la porte est trop grande, température du moule basse.
Solution:
- Réglez le jeu de manière appropriée et rectifiez la surface de séparation des pièces de travail.
- Ajoutez du matériel localement et améliorez la ventilation.
- Augmentez la taille des broches d’éjection et répartissez-les uniformément.
- Réparez les bavures, augmentez l'angle de dépouille et effectuez la nitruration.
- Ajustez la porte, assurez une pression uniforme et renforcez le produit.
- Retravailler l'usinage.
- Améliorer la porte et augmenter la température du moule.
Matériaux pour la fabrication de moules d'injection
L'acier au carbone, l'acier inoxydable, l'aluminium, le titane, le cuivre au béryllium et d'autres métaux et alliages divers sont des options clés pour la production de moules d'injection. Cependant, les moules en céramique sont également courants pour les matières premières à point de fusion élevé.
Le matériau du moule pour un projet ou une pièce en plastique spécifique dépend du volume de production souhaité, du type de matériau injecté, de la complexité, de l'usinabilité et des tolérances. Par exemple, l'acier inoxydable peut supporter jusqu'à un million de cycles et l'aluminium convient à quelques milliers de cycles. Cela étant dit, l'exigence minimale pour le matériau du moule est qu'il ait un point de fusion plus élevé que le plastique injecté.
Voici une brève élaboration de Matériaux courants pour moulage par injection;
Acier
L'acier est un matériau incontournable pour la fabrication de moules, avec une excellente durabilité. Il peut supporter jusqu'à 5,000 2 cycles et s'adapter à l'ABS, au nylon, au PP, au PC, à l'acrylique et à de nombreux autres plastiques. L'acier A-2, D-2 et M-XNUMX peuvent constituer le noyau, la cavité et d'autres composants d'un moule à injection.
Acier
La composition en chrome et en carbone supplémentaires améliore la résistance à la corrosion, à l'usure et à l'abrasion. Ainsi, les nuances d'acier inoxydable 420, 316-L, 174-PH, etc., permettent de fabriquer des moules plus complexes et plus durables. Cependant, le temps de cycle peut être plus long en raison d'un faible taux de dissociation thermique.
Acier à outils
Les aciers à outils sont des alliages de fonte contenant du carbone et d'autres éléments d'alliage. La diversité des alliages et des nuances d'aciers à outils permet de fabriquer des moules avec des propriétés personnalisées. Les aciers à outils H-10, H-13, T-15, A6 et M2 en sont des exemples.
Aluminium
L'aluminium ne peut pas supporter plusieurs lots, mais il est réputé pour être un matériau d'outillage rapide. Cela signifie que les moules d'injection en aluminium peuvent être préparés à faible coût et dans des délais courts en raison du coût du matériau et de son excellente usinabilité. Par conséquent, la conductivité thermique élevée du 6061 et du 7075 réduit également considérablement le temps de cycle.
Cuivre beryllium
Cet alliage de cuivre est connu pour sa conductivité thermique et sa résistance à la corrosion exceptionnelles, ce qui en fait un matériau de moulage avantageux pour les pièces en plastique de haute précision. Les fabricants utilisent ce métal pour les canaux chauds, les inserts de moule, les noyaux et d'autres pièces.
Pour aller plus loin
En plus du noyau et de la cavité, plusieurs autres systèmes et composants agissent ensemble pour façonner le matériau fondu qui passe par la pointe de la buse du cylindre chauffé. Les composants du canal transfèrent le flux vers la porte et la cavité du moule, le système de refroidissement contrôle la solidification, le composant de guidage signe les moitiés du moule, les broches d'éjection retirent les pièces de la cavité et plusieurs autres composants intégrés et auxiliaires exécutent des fonctions spécialisées.
Le choix des matériaux, la précision de fabrication, la finition des cavités et l'alignement précis sont essentiels pour fabriquer un moule capable de répondre à toutes les spécifications prévues. En outre, l'expertise des ingénieurs et des opérateurs influence également la qualité finale.
Notre complète Services de moulage par injection englobe tout, de l'usinage de moules avec CNC, EDM et autres méthodes à divers options de pêche de surface pour les produits moulés par injection. Nos ingénieurs experts vous aident également à optimiser différentes pièces et systèmes de votre conception de moule d'injection. Alors, téléchargez dès aujourd'hui votre fichier de dessin sur notre plateforme en ligne !
FAQs
Les quatre étapes fondamentales du moulage par injection sont la mise en place du moule dans la machine, l'injection de la palette dans un cylindre chauffé puis dans la cavité du moule, le refroidissement contrôlé et l'éjection. Toutes ces étapes jouent un rôle essentiel dans le succès global du moulage du plastique.
La capacité de production d'un moule à injection dépend de facteurs tels que le matériau du moule, le type de plastique brut et les conditions de traitement. Par exemple, un moule en aluminium rapide peut durer quelques milliers de cycles, tandis qu'un moule en alliage d'acier traité thermiquement peut supporter jusqu'à un million de cycles.
Lors du moulage par injection, la température de fusion des palettes en plastique varie entre 204°C et 249°C (400 à 480 °F), tandis que la température du moule varie entre 80°C et 90°C (176 à 194 °F).
Le plastique doit être injecté dans une direction qui permet au matériau de s'écouler uniformément dans le moule, souvent en commençant par la partie la plus épaisse. Cela garantit un remplissage correct, minimise les poches d'air et réduit le risque de défauts.
L'épaisseur maximale d'une pièce moulée par injection varie généralement de 4 à 6 mm (0.16 à 0.24 po). Cependant, selon le type de matériau et la conception de la pièce, elle peut aller jusqu'à 10 mm.



