


Die casting transforms a vision into reality, enabling the precise creation of intricate metal components that are the backbone of today’s leading industries—from automotive to electronics. At its core, this process involves the high-pressure injection of molten metal into finely crafted molds, setting the stage for innovation and design excellence.
This article offers a deep dive into the die casting process, from the strategic cooling of the cast products to its various materials and applications. For those in the manufacturing realm, grasping the full scope of die casting is not just beneficial—it’s essential.
What is Die Casting?
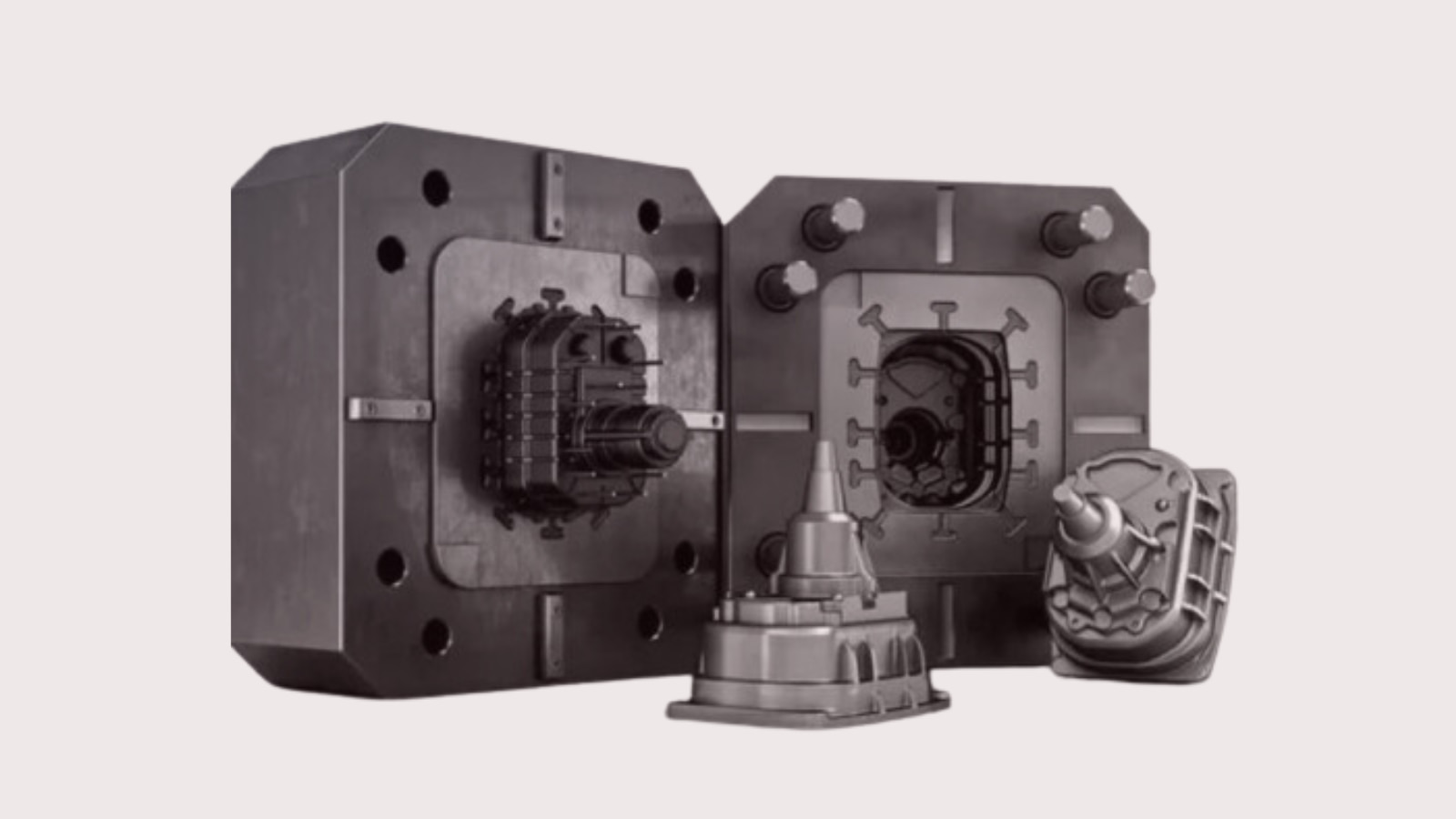
Die casting is a versatile and efficient metal casting process known for producing geometrically complex metal parts using reusable molds, called dies. This process involves forcing molten metal under high pressure into these molds, a method especially favored for mass-producing components with precision, repeatability, and a high degree of surface finish.
Originating in the mid-19th century, die casting was initially developed to create a movable type for the printing industry, but its potential quickly expanded to other sectors including automotive, aerospace, and electronics. Today, it primarily uses non-ferrous metals, such as aluminum, zinc, and magnesium, making it a cornerstone in the manufacture of a wide range of products, from tiny intricate toys to critical automotive components.
What sets die casting apart from other casting methods is its ability to produce parts with tight tolerances and minimal machining. The economic benefits coupled with the high durability of die-cast parts also make it a preferred choice among manufacturers aiming to reduce material waste and increase productivity.
How Die Casting Works
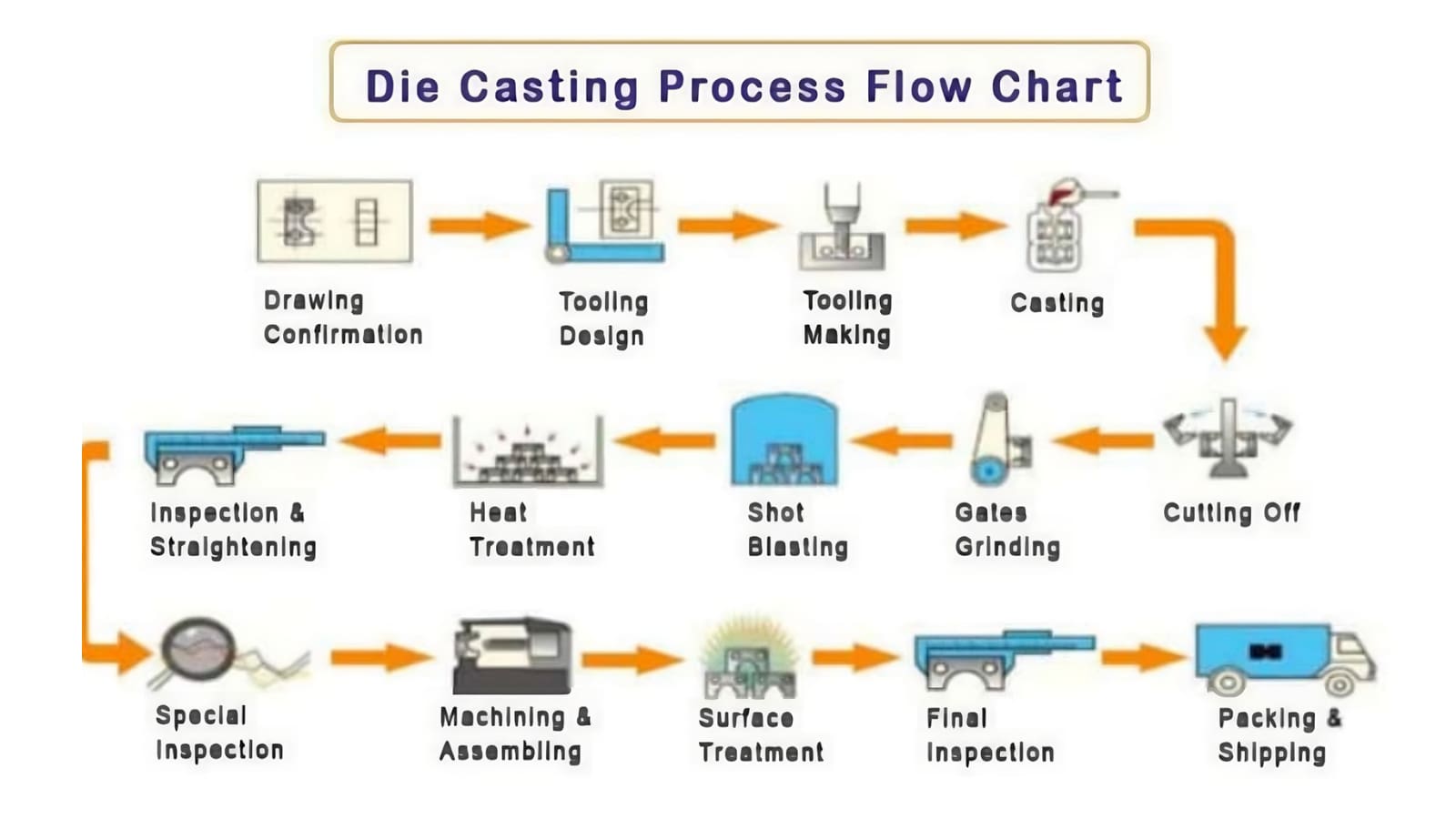
The standard mechanism of the manufacturing process involves injecting molten metal into the die mold at a controlled pressure as highlighted below:
Step 1: Mold Preparation
Die casting molds come in different sizes and designs, and you should consider the following types:
- Single cavity molds are the simplest type of die mold, having one cavity and capable of producing one part per cycle.
- Multiple cavity molds have a more complex design characterized by identical cavities in a single mold. It can produce multiple but identical parts per cycle; hence, it is used in the mass production of a single part.
- Combination molds have cavities of different designs within the mold. As a result, they are more flexible and can create various types of parts per cycle.
- Unit mold is a special die mold suitable for making parts with complex geometries without reducing accuracy. Examples are die casting products with cast-in inserts or thin walls.
After fabricating the mold, clean it to remove contaminants that can affect the part quality. Furthermore, preheat it to prevent thermal defects like cracks. Cracks can occur when there is a significant temperature difference between a die mold and liquid metal.
Step 2: Injection Process
Injection depends on whether it is a hot or cold chamber system. For a cold chamber system, melting takes place outside the casting machine. On the other hand, melting takes place inside the hot chamber casting machine. Afterward, inject the material at the right pressure into the die mold.
Step 3: Cooling
Allow the molten metal to cool and solidify to form the final part. Cooling should occur while the die mold is still clamped. Furthermore, depending on the variation of die casting, cooling might occur while maintaining or adding pressure. For example, in pressure die casting, cooling occurs under continuous pressure to prevent shrinkage.
Step 4: Ejection
After complete solidification of the cast, unclamp the die mold to activate the machine’s ejector pins. This will push out the solidified part. Ejecting the part can be easier by lubricating the mold before injection of the molten metal and incorporating a draft angle.
Step 5: Trimming
Die-cast parts undergo trimming to remove flashes and other defects that leave excess materials on the part. Trimming alongside some post-machining processes such as grinding can also be used to ensure a tighter tolerance. Furthermore, die casts can undergo other metal surface treatments for improved mechanical properties, functionalities, and aesthetics.
Types of Die Casting
Die casting has two types: hot and cold chamber die casting, based on the metal melting and injection mechanism. This section gives a simple explanation of the two types:
Hot Chamber Die Casting
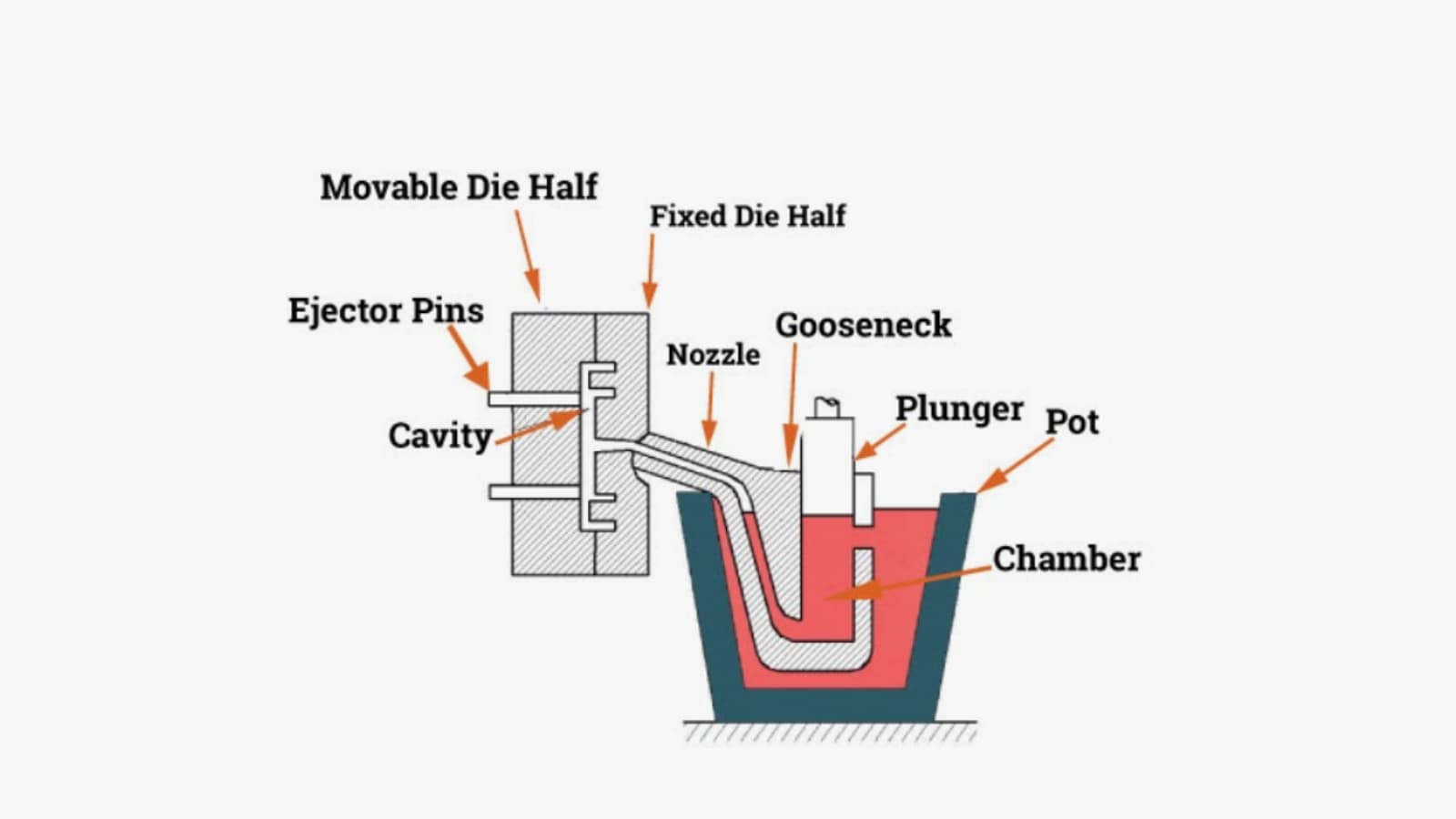
Hot chamber die casting, also known as gooseneck casting, is one of the most prominent methods used in the die casting industry, particularly suited for metals with low melting points, such as zinc, magnesium, and some alloys of aluminum. Characterized by its speed and efficiency, this process involves a furnace that is integral to the casting machine itself, allowing for rapid cycling and increased production throughput.
The procedure begins with a molten metal reservoir connected directly to the die casting machine. A pneumatically powered plunger pushes the molten metal through a gooseneck-shaped tube into the die cavity. This setup not only speeds up the process but also reduces the metal’s exposure to air, significantly minimizing oxidation and facilitating the production of stronger, denser components.
Hot chamber die casting is highly suitable for producing small to medium-sized parts that require detailed features and tight tolerances, such as gears, connectors, and housings for consumer electronics. Its ability to deliver high-quality parts with a good surface finish and dimensional consistency makes it indispensable in industries where volume production and material integrity are paramount.
Cold Chamber Die Casting
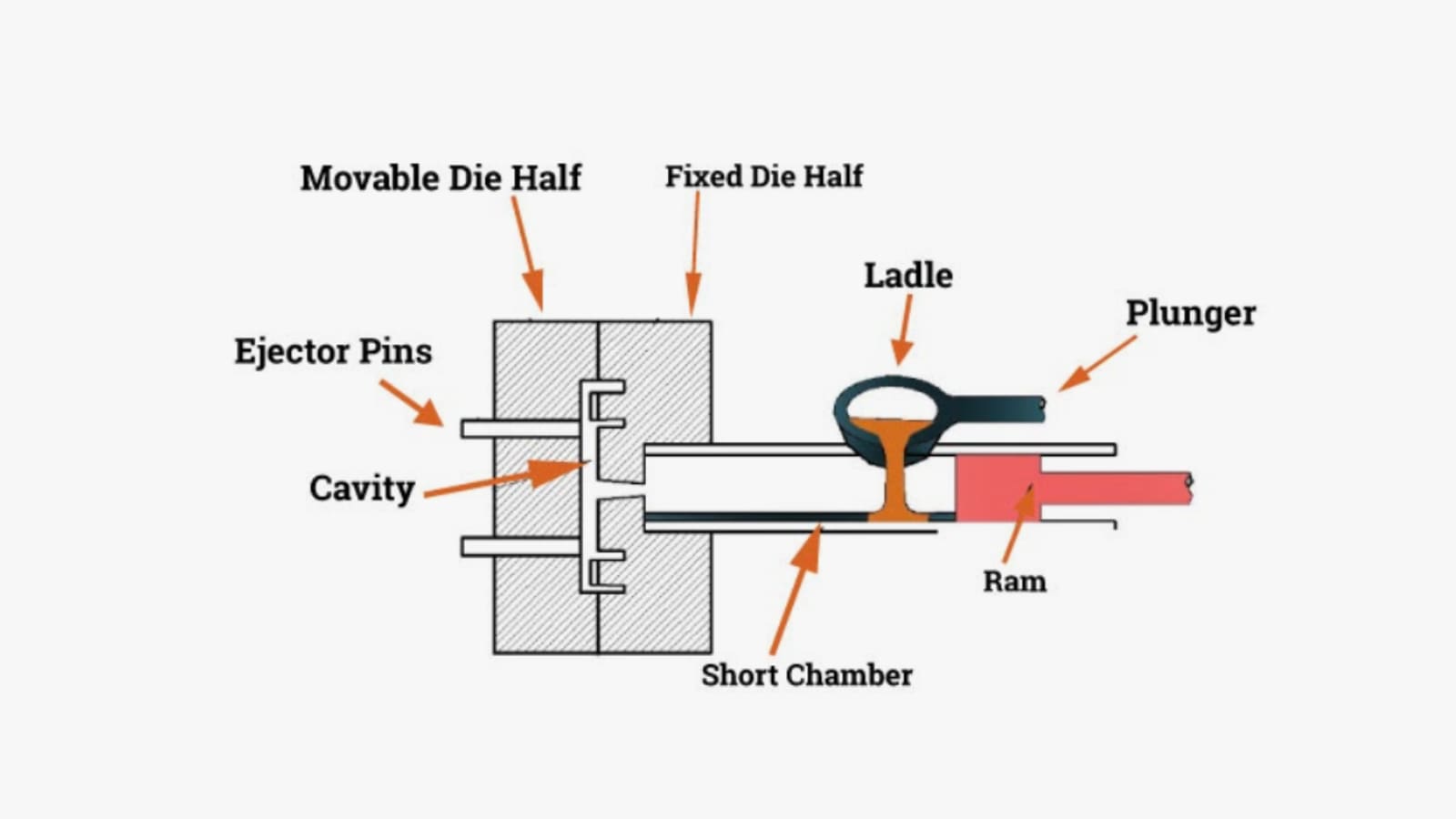
Cold chamber die casting is a vital process used for metals with high melting temperatures, such as aluminum, copper, and their alloys, that cannot be processed in a hot chamber die casting machine without damaging it. This method is crucial for creating components that require the superior strength and thermal properties these metals provide, making it essential in the automotive, aerospace, and heavy machinery industries.
Unlike the hot chamber process, the cold chamber process involves manually ladling molten metal into a cold chamber where a hydraulic or mechanical plunger forces the metal into a die cavity. This separation of the melting process from the press allows for the handling of metals that would otherwise degrade the machine components due to their high melting points.
Cold chamber casting system is especially appreciated for its ability to produce large, sturdy parts with exceptional mechanical properties and a high level of durability. The process also accommodates higher melting temperatures and thus, wider alloy choices, making it flexible and indispensable for producing critical parts that must withstand extreme conditions.
Below is a summary of the difference between hot and cold chamber die casting:
| Hot Chamber Die Casting | Cold Chamber Die Casting |
| Melting occurs inside the casting machine | Melting occurs outside the casting machine |
| Uses a low pressure (1000psi to 5000psi) | Uses a higher pressure (1500psi to 25,000psi) |
| It uses horizontal injection | It uses horizontal and vertical injection |
| Higher energy consumption due to continuous heating | Lower energy consumption since melting takes place outside the machine. |
| Suitable for high-volume production of small and intricate parts | Suitable for large intricate parts |
Variations of the Die Casting Process
The manufacturing process has different variations that modify the general template for improved functionality or aesthetic value. They include:
Gravity Die Casting
Gravity casting differs from traditional die casting by using gravity for mold filling. Advantages of the process include reduced energy consumption, waste generation, air entrapment, and high dimensional accuracy. The casting process is applicable in the automotive industry for making structural parts like engine blocks, cylinder heads, pump housing, and gearbox casing.
Pressure Die Casting
Pressure casting is categorized into two types: low pressure die casting (LPDC) and high pressure die casting (HPDC). Each one has advantages based on the filling mechanism. Filling in HPDC occurs at high pressure (1000 psi to 25000 psi), making it fast and suitable for producing thin-walled parts. In LPDC, filling occurs at a low pressure (0.08MPa to 0.1MPa). This prevents air entrapment and makes it suitable for making dimensionally accurate and non-porous parts.
Pressure casting is applicable in high-precision machining. For example, the aerospace and automotive industries use it in making structural parts engine blocks, and cylinder heads, while the electronic industry uses it in making electronic housings.
Vacuum Die Casting
Vacuum casting only differs by using a vacuum to prevent air entrapment. This leads to improved surface finish and dimensional accuracy. The casting process is applicable in the automotive, medical, and aerospace industries. Common parts made include transmission cases, aluminum implants, and brackets.
Squeeze Die Casting
Squeeze castings have advantages such as improved mechanical properties, reduced porosity, and higher dimensional accuracy. Hence, they are common in the automotive industry for making components like suspensions, steering knuckles, and transmissions.
Semisolid Die Casting
Semisolid die casting also known as thixomolding or rheocasting produces parts with tight tolerances and dimensional accuracy. They are applicable in making parts with complex geometries like transmissions, engine mounts, and electronic housings.
Metal Materials Used in Die Casting
Alloy die casting offers a wide range of material choices, typically using non-ferrous metals such as aluminum, magnesium, and zinc alloys. Each metal exhibits unique properties, making it suitable for specific applications.
Here’s a comparison of common die casting alloys, highlighting their key characteristics and typical applications:
| Alloy | Common Subtypes | Primary Constituents | Melting Point (°C) | Key Properties & Applications |
| Aluminum Alloys | A380, A360, A390, A413, ADC12 | Aluminum (Al), Copper (Cu), Silicon (Si), Magnesium (Mg) | 577 – 660 | Lightweight, corrosion-resistant, high strength-to-weight ratio, good machinability. Versatile, cost-effective. Used in automotive, aerospace, electronics, and consumer goods. |
| Magnesium Alloys | AZ91D, AM60B, AS41B | Magnesium (Mg), Aluminum (Al), Zinc (Zn) | 632 – 650 | Extremely lightweight, good castability. Ideal for weight-sensitive applications. Used in aerospace, automotive, and electronics (e.g., handheld devices). |
| Zinc Alloys | Zamak #2, #3, #5, #7, ZA8, ZA27 | Zinc (Zn), Aluminum (Al), Copper (Cu), Magnesium (Mg) | 381 – 419 | Excellent castability, low melting point, good for intricate designs. Cost-effective. Used in electronics, hardware, toys, and automotive parts. |
| Copper Alloys | Brass (e.g., C85700), Bronze (e.g., C93200) | Copper (Cu), Zinc (Zn) (Brass); Copper (Cu), Tin (Sn) (Bronze) | 900 – 1083 | High strength, excellent conductivity and corrosion resistance. Durable. Used in plumbing, electrical connectors, marine components, and bearings. |
| Pewter (Tin Alloy) | – | Tin (Sn) (90%), Copper (Cu) (2.5%), Lead (Pb) (7.5%), Antimony (Sb) | 170 – 230 | Low melting point, good fluidity, corrosion resistance. Easy to cast. Primarily used in decorative items, figurines, and jewelry. |
| Lead Alloys | – | Lead (Pb), Tin (Sn) | 183 – 327 | Soft, low melting point, good corrosion resistance. Used in radiation shielding, previously used in batteries (limited due to toxicity concerns). |
| Tin-Based Alloys | – | Tin (Sn), Copper (Cu), Antimony (Sb) | 232 | Low melting point, good corrosion resistance. Easy to cast at low temperatures. Used in electronics, jewelry, and specialized applications. |
Design Considerations in Die Casting
Understanding the material, and casting variations, can affect the part’s quality. However, you should also consider the following geometrics features to improve the part’s performance, manufacturability, and cost-effectiveness.
Draft
A draft angle is a slope integrated into the die mold’s vertical directions to facilitate easier part ejection. However, the angle depends on the casting material, surface finish, wall thickness, and geometric complexity.
Avoiding the draft angle during the mold design will cause the part to stick/drag on the die mold during ejection. Consequently, it can damage the part and/or the mold. Incorporating a larger draft angle will increase material usage and manufacturing costs.
Generally, a draft angle of 10 to 20 will improve part ejection. For typical aluminum die casting, the recommended draft angle is 20 per side to accommodate the material’s abrasiveness. Zinc, on the other hand, has a shrinkage rate of 0.7% which you can accommodate in the tool design.
Fillet Radii
Fillet radii are important in part designs where you cannot avoid sharp corners. They reduce stress concentrations at sharp corners, by distributing it evenly throughout the part. The fillet radii depend on the part geometry, casting material, and functional requirements.
A minimum fillet radius of 0.4mm is recommended but is limited to 0.8mm. A large fillet radius will reduce stress but increase material usage and machining costs. On the other hand, a smaller fillet radius may not provide sufficient stress relief.
Parting Line
The parting line is the line where the two mold halves meet. Ensure the parting line is straight. Furthermore, it must be located and orientated to minimize its visibility and not affect part functionality. Factors like part geometry, undercuts, draft, and gating can influence the parting line placement.
Wall Thickness
Ensuring consistent wall thickness is key to avoiding shrinkage porosity and achieving even cooling. Abrupt changes in thickness can cause stress concentrations, which often lead to defects. The ideal wall thickness is influenced by multiple factors, such as the specific aluminum alloy, the part’s overall dimensions and design, as well as its intended use. Prioritizing uniformity in wall thickness helps maintain steady cooling and lowers the chance of defects.
Bosses
Bosses are a feature added to a die-cast that serves as mounting points. They should have a universal wall thickness for maximum strength. When choosing a boss, consider its diameter, height, and wall thickness. An oversized or undersized boss can lead to assembling issues, part distortion, or reduced part strength.
Ribs
Ribs are thin and raised features that increase a part’s strength without increasing its weight or material usage and they minimize part deflection and improve dimensional stability. Consider the part size, shape, thickness, height-to-width ratio, and spacing when choosing a rib. Using overly thick or thin ribs can lead to sink marks or warping.
Holes and Windows
Properly designed holes and windows serve as ventilation, drainage, or component integration. Designers should consider the hole diameter, depth, and location during incorporation to prevent part defects or functional issues.
Applications and Uses of Die Casting
Die casting is applicable in industries using non-ferrous materials like aluminum, zinc, and magnesium. Examples include:
Aerospace
The aerospace industry uses metal casting to manufacture aircraft engine components like housings and brackets using aluminum alloys (e.g., ADC12, A380) and magnesium alloys (e.g., AZ91D).
The industry relies on the manufacturing process because of its suitability for the materials they work with, e.g., aluminum, magnesium, etc. Furthermore, it ensures dimensional accuracy and is compatible with complex geometries peculiar to the industry.
Automotive
The automotive industry uses the manufacturing process to make engine components like cylinder heads, transmission housings, blocks, and body parts such as wheel rims and door handles. Examples of automotive die casting materials used in the industry include aluminum alloys (e.g., ADC12, A380), zinc alloys (e.g., ZAMAK), and magnesium alloys (e.g., AZ91D).
Electronics
It is applicable in making electronics components such as connectors, heat sinks, and housings using aluminum alloys (e.g., ADC12, A380), zinc alloys (e.g., ZAMAK), and magnesium alloys (e.g., AZ91D). The manufacturing process can precisely make parts with complex details which are common to the electronics industry.
Consumer Products
Consumer products such as kitchen appliances, power tools, and other hardware are made using die casting process using aluminum, zinc, and tin alloy. Die casting offers high productivity, mass production, and cost-effectiveness, which are important in manufacturing these products.
Construction
The construction industry makes use of the die casting process in making hardware like hinges, window frames, and fixtures. The manufacturing process can produce parts with complex shapes hence it is important when functions and aesthetic appeal are important.
Benefits of Die Casting
Metal die casting wide industrial application is due to a few benefits over other manufacturing processes. They include:
Excellent Accuracy
It produces parts with high dimensional accuracy. However, the accuracy depends on the type, variation, and the predesigned die-cast mold. For example, die molds made with advanced CNC machines such as the 5-axis CNC machines, can achieve tight tolerances. Furthermore, variations such as LPDC and gravity die casting that promote proper filling of the die are more accurate.
Complex Details
The manufacturing can make parts with complex geometries including cast-in inserts, thin walls, etc. This ability to incorporate complex details into the design allows the production of parts with diverse shapes and functionalities.
Quick Delivery of High Production Volumes
It is a high-volume production process with a low cost per unit part. However, the speed depends on the casting variation and the mold design. For example, high pressure casting is fast due to the high pressure used, and using multiple and combination molds can improve the speed, number, and cost per unit
Smooth Surface Finishes
A cast metal part will have a smooth surface finish especially when using techniques like low pressure casting, gravity casting, and semisolid casting. The pressure ensures proper filling of the die which increases dimensional accuracy and reduces air entrapment which ensures minimal porosity.
Long Mold Life
Dies are usually made from high-quality steel which is tough and can withstand the high pressures and temperatures associated with the die casting process. Steel’s robustness and durability are key to the longevity of the molds.
Limitations and Challenges of Die Casting
Metal die casting also has a few limitations that can determine whether you use it or not. This section will introduce the limitations, and how to get around them.
Applicable Only to Non-Ferrous Metals
It is only suitable for non-ferrous metals with moderate optimal melting points like aluminum, zinc, and magnesium. Ferrous metals like steel and iron have higher melting points that require special equipment to cast them.
High Die Costs
Die molds incur a high manufacturing cost because CNC machining is a high-volume production process and making a die mold is sometimes a single process. Furthermore, the cost is higher when dealing with complex parts and using steel
Susceptibility to Defects
Depending on die casting types and variations, parts are susceptible to defects such as porosity, shrinkage, and surface imperfection. For example, air entrapment occurs in high pressure casting, and can form pores on the part surface. The pores can form blisters during heat treatment and addressing these defects can lead to a higher manufacturing cost due to the extra surface finishing procedure.
Unsuitability for Small Projects
It has a high initial investment cost including set-up cost, mold manufacturing, etc. To get a low cost per unit part, mass production is encouraged. Consequently, the casting process is unsuitable for small-scale projects and one-off part production.
Comparing Die Casting with Other Manufacturing Processes
Die casting can be confused with processes like injection molding and forging. However, they are different as shown in this section:
Difference Between Die Casting and Injection Molding
Die casting vs injection molding is a popular comparison among those new to the manufacturing world. Both use the same injection principle and are suitable for making parts with complex details with excellent surface finish.
However, they differ in the workpiece and the die mold material. Injection molding uses a steel or aluminum mold and is only compatible with plastic polymers while the other is for non-ferrous metals and uses a steel mold. Other differences between both processes are in the table below:
| Differences | Die Casting | Injection Molding |
| Process | Metal injection into a predesigned steel mold under pressure | Molten plastic injection into a predesigned steel or aluminum mold under pressure |
| Material | Non-ferrous metal alloys (e.g., aluminum, zinc, magnesium) | Thermoplastic or thermosetting plastics |
| Mold materials | Steel | Steel or aluminum |
| Cooling time | Longer cooling times | Shorter cooling times |
| Production Speed | Slower | Faster |
| Tooling cost | Higher die casting tooling costs due to the use of steel molds | Lower tooling cost due to the use of aluminum molds |
| Part cost | Higher part costs due to longer production times | Lower part cost due to faster production times |
Differences Between Forging and Die Casting
The main difference between forging and die casting is the use of die mold. Forging involves shaping a heated metal by applying compressive force while the other relies on the injection of molten metal into a predesigned mold. The differences between both metal fabrication are in the table below.
| Differences | Forging | Die Casting |
| Process | Involves shaping the metal by applying compressive forces | Injection of the metal in a molten state into a mold under pressure |
| Material | Suitable for ferrous and non-ferrous metals e.g., steel and aluminum | Suitable for only non-ferrous metals like aluminum, zinc, magnesium |
| Mold Material | Does not require a mold. But it uses a die | Steel molds |
| Production Speed | Slower | Faster |
| Tolerance Control | Moderate tolerance | High tolerance control due to the precision mold manufacturing process |
| Final Part Properties | Improved mechanical properties due to the forging process | Mechanical properties depend on the casting material |
Selecting the Right Die Casting Service Provider
Die casting is a simple metal fabrication process, but might require little knowledge and experience. Utilizing advance die casting techniques ensures better precision and higher quality. As a result, outsourcing to the right service providers such as ours is a better approach.
At RapidDirect, our team of engineers has years of experience in die casting services. We are in a better position to advise you on the right die casting process for your project. We are an ISO 9001:2015 certified company with state-of-the-art facilities that guarantee the manufacturing of high-quality parts. Uploading design files on our online platform, you will get a quote and DfM analysis within 12 hours.
Conclusion
Die casting is a metal fabrication process with high dimensional accuracy. This article discusses the casting process, how it works, and compatible materials so you can make a well-informed decision.
Are you looking for a reputable die-casting service provider? Contact us and experience quality manufacturing at a short lead time and competitive price.
FAQs
Yes, the parts have high longevity. However, longevity depends on the material used and the environment of use. Furthermore, proper maintenance can improve the part’s longevity.
No, post-machining depends on the part’s specific requirement. Some parts might require additional machining operations such as grinding for improved surface finish or to achieve a tighter tolerance. Furthermore, the castings can be blank for the next stage of manufacturing.
The cost of casting a part depends on the production volume, material, part complexity, and size. For example, aluminum die casting tooling can cost about £4000 with parts while finished parts cost as low as £0.4. Moreover, it is a high-volume production process and will only be cost-effective when manufacturing a high number of parts.
No, metal die casting is not ideal for prototyping due to its high tooling cost and longer lead times. Instead, you can use 3D printing or CNC machining for prototyping and use die casting for mass production.
3D printing enhances the die casting process because it supports rapid prototyping. As a result, it enables designers to make different mold designs and allow subsequent adjustments.



