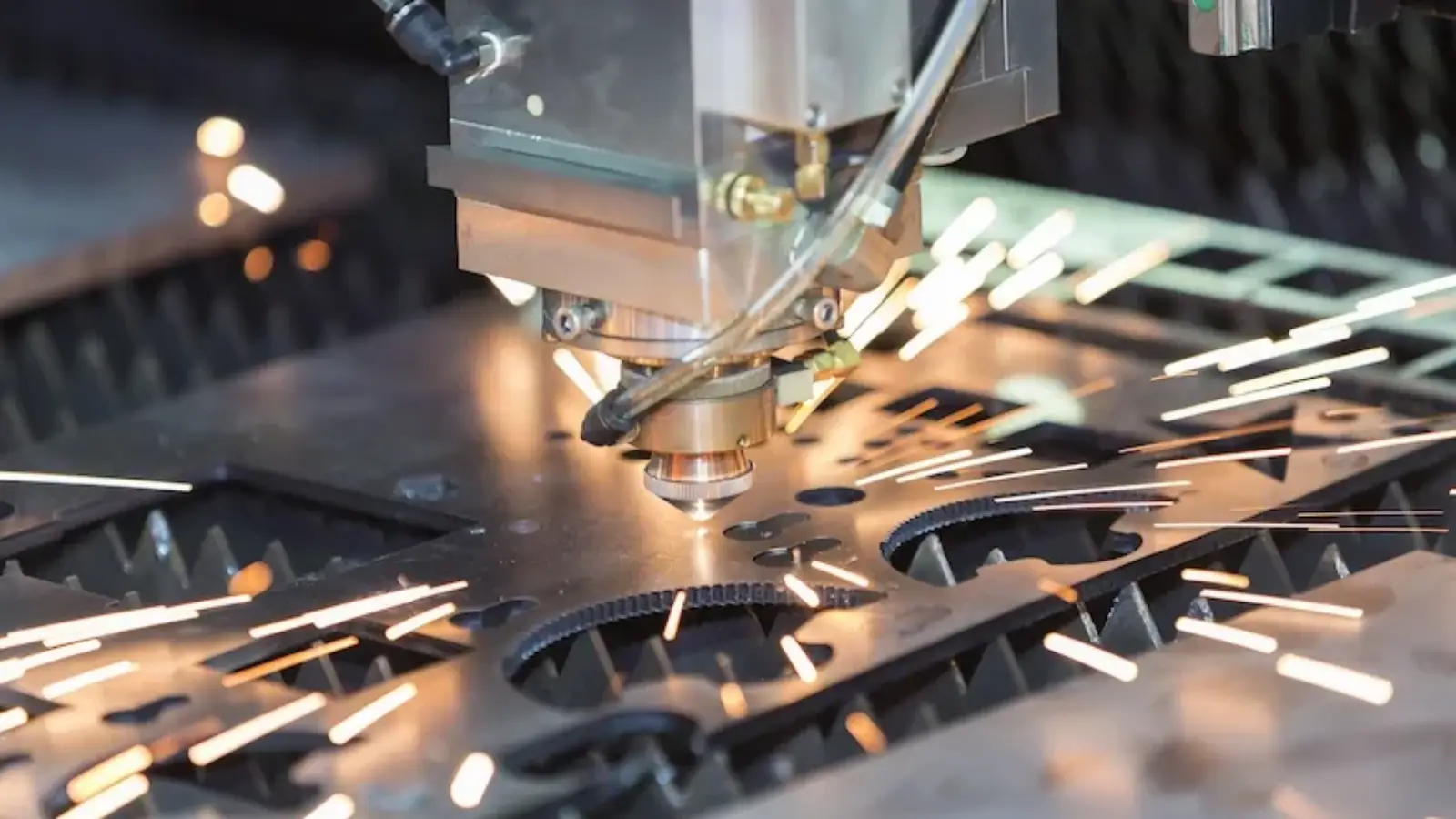
航空宇宙向け CNC 機械加工
航空宇宙産業では非常に高いレベルの精度が必要とされるため、CNC 加工はこの分野に適した製造プロセスとなっています。
この記事では、航空宇宙加工とその重要性に関する完全なガイドを提供します。
CNC 加工の電子ブック
洗練された外観を備えた高品質の機械加工部品を製造したい場合は、CNC 機械加工に関連するいくつかの重要な要素を考慮することが不可欠です。
ここでは、望ましい結果を達成するために役立つ基本情報と重要な考慮事項をいくつかまとめました。
RapidDirect について
私たちのビジョン、使命、開発の歴史、そして献身的なチーム。
私たちのプラットフォーム
当社のスマートオンラインプラットフォームですぐに見積もりを入手できます。
品質管理
要件を満たし、期待を上回る高品質の部品を提供します。
お問い合わせ
-
建物 A12、ハオシー工業団地
宝安区新橋街南浦路
深セン、中国、518104 - 0755-85276703
- [メール保護]
板金加工の即時見積もりと新しいホームページ
RapidDirect からのエキサイティングなニュース!お客様の製造プロセスを強化するために、2 つのエキサイティングなアップデートを公開しました。
- 板金加工の即時見積り
- まったく新しいホームページ体験