关于 RapidDirect
我们的愿景、使命、发展历程、敬业的团队。
我们的平台
通过我们的智能在线平台获取即时报价。
品质保证
交付满足要求并超出预期的优质零件。
联系我们
-
蚝四南工业园A12栋
宝安区新桥街道南浦路
中国深圳 518104 - 0755-85276703
- [电子邮件保护]

我们的愿景、使命、发展历程、敬业的团队。
通过我们的智能在线平台获取即时报价。
交付满足要求并超出预期的优质零件。




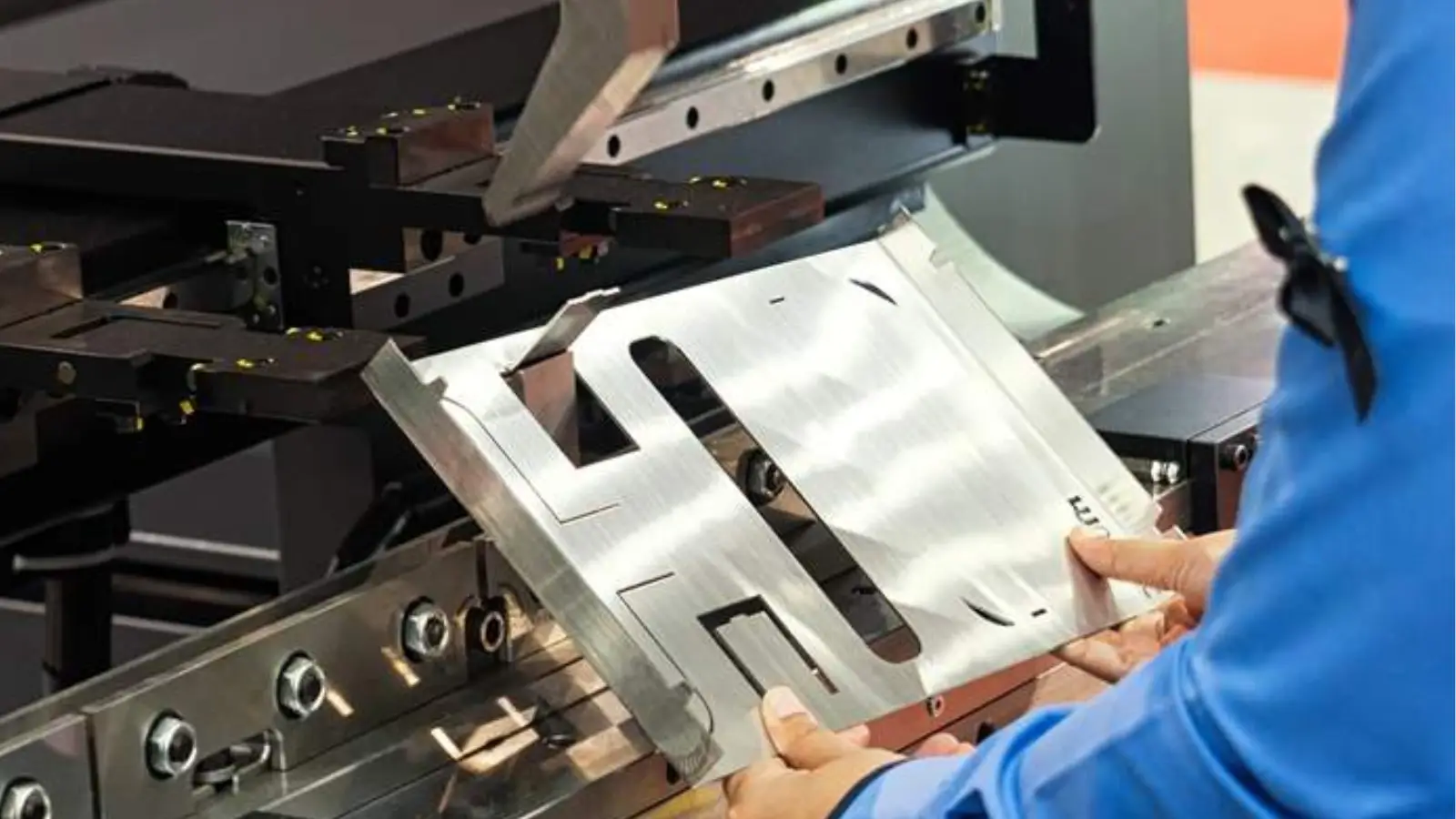
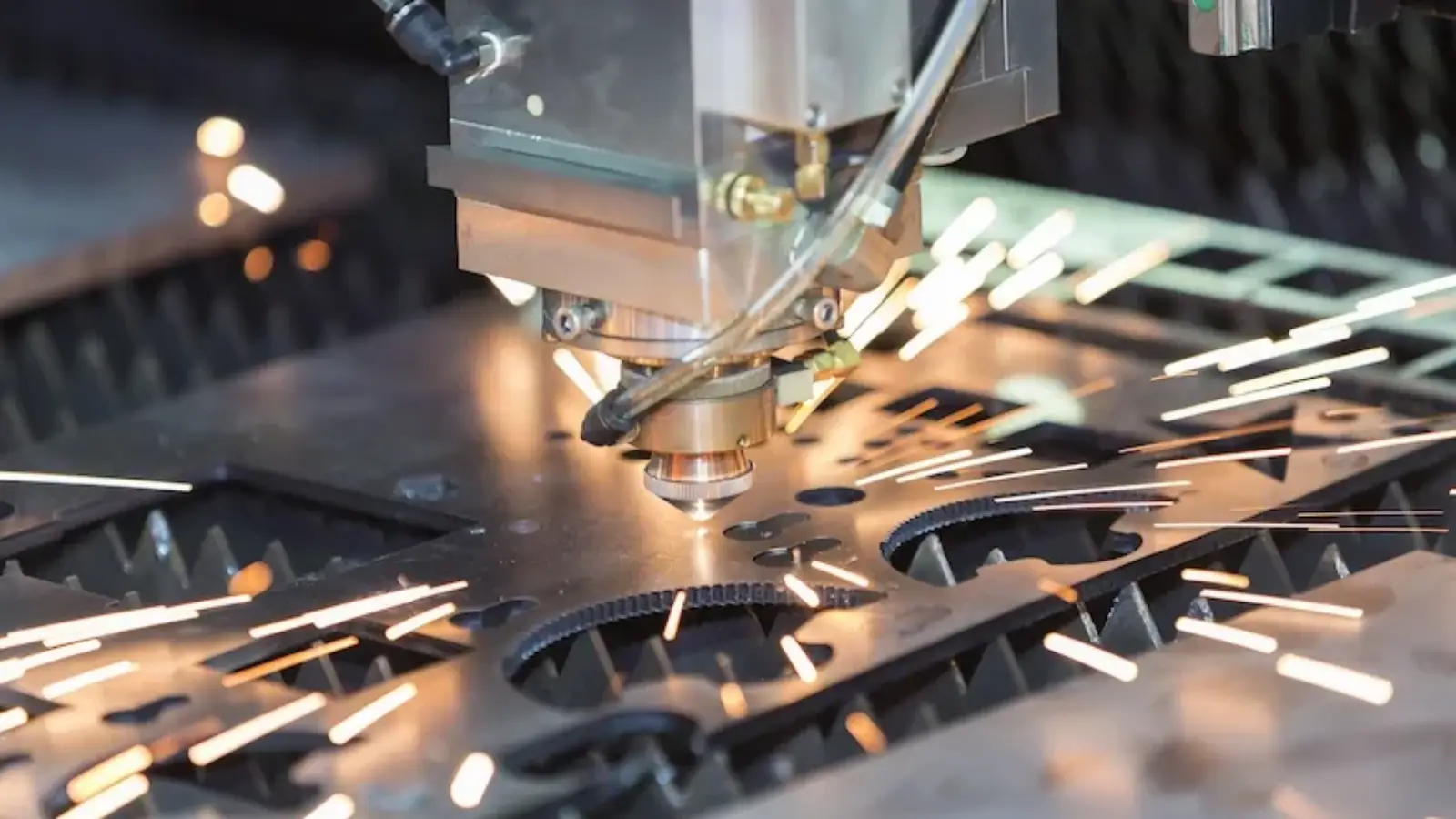
金属折弯是一种制造工艺,利用机械力将金属变形为特定角度或形状。该工艺对于制造具有精确角度和曲线的部件至关重要,因此对于在各个行业中制造耐用且实用的零件来说,它是必不可少的。
在 RapidDirect,我们的 钣金折弯服务 满足客户的各种需求,无论是简单还是复杂的设计。我们的机械包括先进的电动和液压折弯机,可确保精确弯曲,即使是公差严格的零件也是如此。通过我们用户友好的平台可以立即获得报价,您可以在其中上传 3D CAD 文件以立即获得估价。这种简化的流程可节省您的时间并高效简化从设计到生产的整个过程。
我们的能力不仅限于弯曲;我们提供广泛的后处理选项,确保您收到的零件不仅完美弯曲,而且还可立即应用于原型或最终产品。

多种金属板材供您选择 物料 包括铝、不锈钢和黄铜。每种材料都因其独特的性能而被选中,这使我们能够为您的项目的特定需求和应用推荐最佳匹配。

合金
铝5052
铝5083
铝 6061(可以用激光切割机切割,但不能用折弯机切割。)

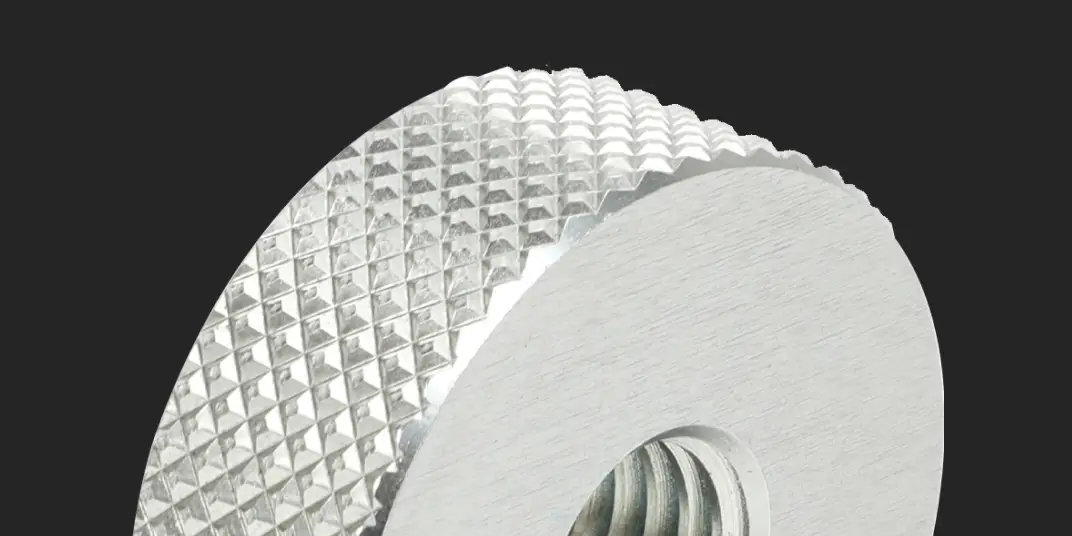
黄铜以其声学特性而闻名,具有很强的延展性,并呈现出黄金般的外观。它常用于装饰应用、齿轮和阀门。
合金
黄铜C27400
黄铜C28000
黄铜C36000
注意:钣金加工不能加工厚度超过5MM的黄铜。

铜因其导电性和导热性而出众。铜具有极高的延展性,是电气元件、屋顶和管道的首选材料。
合金
铜C101(T2)
铜C103(T1)
铜 C103(TU2)
铜 C110(TU0)
注意:钣金加工不能加工厚度超过5MM的铜。

钢材极其耐用且坚固,是建筑和重工业的主要材料。钢材可以与各种元素合金化,以增强其性能,例如硬度和耐腐蚀性。
合金
SPCC
镀锌钢 (SGCC / SECC)
Q235
钢1020

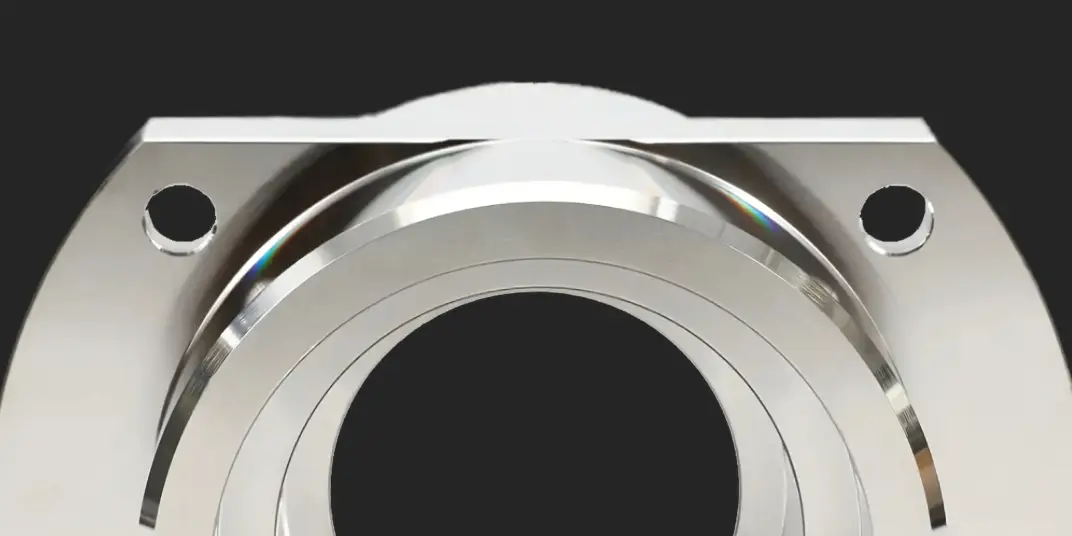
不锈钢以其耐腐蚀性而闻名。它坚固、易清洁且保持美观的表面,非常适合医疗、食品加工和海洋应用。
合金
不锈钢 SUS 304
在 RapidDirect,我们的 表面处理 提高弯曲金属部件的耐用性和外观,满足不同行业所要求的高标准。
| 描述 | |
|---|---|
| 最大零件尺寸 | 1.5米×1.5米 |
| 金属弯曲力 | 高达 1000 吨 |
| 弯曲线长度 | 高达7200毫米 |
| 弯曲厚度 | 高达60毫米 |
| 一般公差 | 我们的金属弯曲标准取决于 ISO 2768。 |
| 弯曲到边缘/孔,单面 | +/- 0.254 毫米(+/- 0.010 英寸) |
| 弯曲半径 | 等于材料厚度 |
| 弯曲角度 | +/- 1° |
| 折弯切割面积 | 高达4000毫米 |
| 交期 | 5天或更长时间 |
为了真正了解我们运营的精致程度,我们邀请您观看我们设施的视频导览。
700+
机组
120+
发货国家
20,000+
服务的客户
金属折弯制造因其独特的优势而成为多个行业不可或缺的一部分:
弯曲的金属部件有多种用途,可将板材转变成具有广泛应用的耐用、功能性组件:
折弯工艺是金属加工的基本方法,通常通过折弯机或类似机器施加力,使金属变形为所需形状。该工艺可沿直线精确成形金属,从而在金属板上形成 V 形、U 形或槽形。所采用的技术多种多样,从手动方法到先进的 CNC(计算机数控)系统,后者可提供更高的精度和可重复性。
在弯曲过程中,一块金属板被放置在冲头和模具组之间。冲头将金属压入模腔,使其弯曲以符合模具的形状。此过程中的关键参数包括弯曲角度、半径和施加的弯曲力,这些参数可以调整以操纵金属的最终形状,而不会显着改变其厚度。
这种制造技术因其能够高效生产坚固、实用的部件而得到广泛应用。应用范围从制造支架等小型部件到大型建筑特征。随着 CNC 技术的进步,复杂且高精度的弯曲任务现在比以往任何时候都更容易实现,从而实现了更大的设计灵活性和更快的生产周期。
选择弯曲还是焊接取决于项目的具体要求,包括强度、美观度、生产速度和成本。弯曲通常更受欢迎,因为它能够形成干净、连续的线条,没有接缝或接头,可以增强零件的结构完整性和视觉吸引力。这种方法通常也比焊接更快、更划算,因为它减少了对填料等额外材料的需求,也不需要与焊接设备相关的能源成本。
另一方面,当需要复杂的形状或尺寸(超出弯曲技术的能力范围)时,焊接是必不可少的。它允许连接不同的材料并构建仅靠弯曲无法实现的框架。焊接还可以提供苛刻应用所需的强度,例如重型工业机械和结构工程。
生产弯曲钣金零件的典型交付周期可能会有很大差异,这取决于几个因素,包括零件的复杂性、订单量、所用金属的类型以及制造工厂的当前工作量。通常,使用标准材料的较简单的弯曲操作可以相对快速地完成,通常在几天内完成。对于具有简单规格的标准订单,RapidDirect 提供 3 到 5 个工作日的周转时间。
然而,对于需要多次折弯、特殊材料或表面处理的更复杂的部件,该过程可能需要更长的时间。需要定制工具或大量预生产设计工作的项目可能会进一步延长交货时间,可能长达数周。此外,CNC折弯设备的效率和制造系统的容量在确定生产速度方面起着关键作用。
对于需要更快周转时间的项目,RapidDirect 可以提供加急服务,但需要额外付费。在设计过程的早期与服务提供商沟通有助于确保满足时间表并有效管理任何潜在延误。
弯曲部件的公差是指在弯曲过程中可能出现的与指定尺寸的可接受偏差。这些公差对于确保零件在预期组装中正确安装并按预期发挥其功能至关重要。
对于标准钣金折弯,公差范围通常为 ±0.1 毫米至 ±0.5 毫米。但是,具体公差可能因多种因素而异,包括金属类型、板材厚度和零件设计的复杂性。较薄的金属可能表现出更大的变化性,因为它们的柔韧性和回弹敏感性更高——回弹是一种金属在折弯后试图恢复到其原始形状的现象。
先进的 CNC 折弯机可以通过精确控制折弯的角度和位置来实现非常精确的公差。对于需要极高精度的关键应用,例如航空航天或医疗设备,公差可能更严格,通常在 ±0.01 毫米至 ±0.1 毫米范围内。
RapidDirect 将仔细考虑弯曲方法和工具以匹配应用所需的公差,确保弯曲部件的最佳性能和配合度。
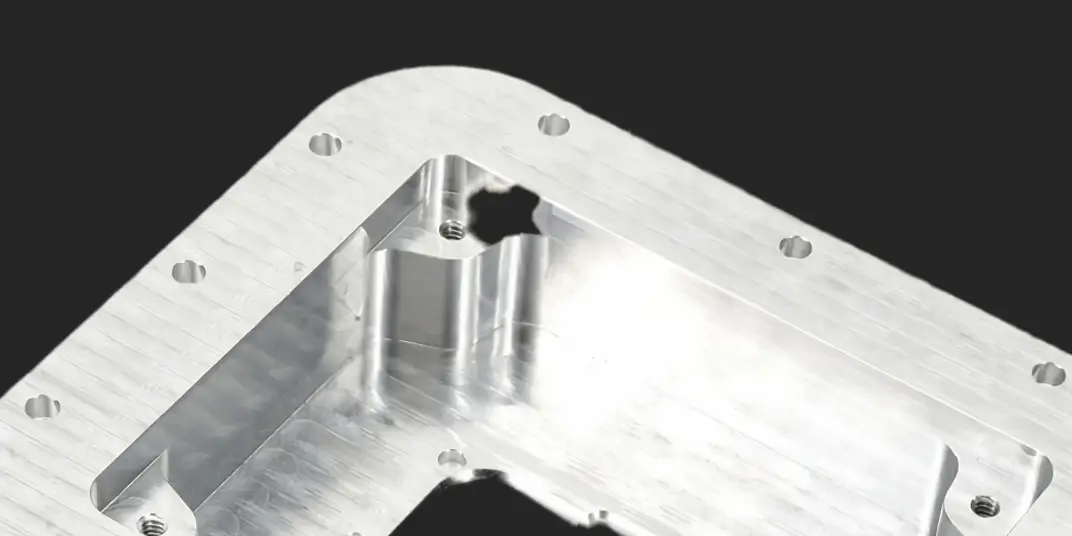
弯曲金属部件上的模具痕迹通常是金属制造中令人担忧的问题,因为它们可能会影响成品的外观和完整性。这些痕迹是模具在弯曲过程中在金属表面留下的压痕或磨损。成品部件上是否可见模具痕迹取决于几个因素,包括金属类型、弯曲工具的状况以及所使用的弯曲技术。
铝等软金属更容易留下模具痕迹,因为它们更容易压痕或刮伤。但是,使用保养良好的工具并在弯曲过程中使用保护膜可以最大限度地减少这些痕迹。此外,制造商可以使用橡胶或聚氨酯垫作为模具和金属之间的缓冲垫,大大降低留下痕迹的可能性。
对于美观至关重要的应用,可以使用打磨、抛光或喷漆等后处理步骤来消除任何可见的模具痕迹。因此,虽然模具痕迹可能是一个问题,但有各种策略和技术可以管理和减轻弯曲金属部件上模具痕迹的外观。
是的,金属板弯曲的最大厚度是有限制的,这在很大程度上取决于所用折弯机的类型和金属的材料特性。通常,金属板弯曲的能力取决于折弯机的吨位和弯曲的长度。吨位较高的机器可以处理较厚的材料,但根据金属的类型和所需的弯曲角度,存在实际限制。
对于铝和低碳钢等常见材料,许多标准折弯机可以折弯厚度高达约 0.5 英寸(12.7 毫米)的板材。然而,对于不锈钢等较硬的材料,由于材料的抗拉强度较高,因此最大厚度通常会减小,这需要更大的力才能弯曲。对于这些类型的金属,厚度可能限制在约 0.375 英寸(9.5 毫米)左右。
考虑弯曲半径也很重要;较厚的金属需要更大的半径,以避免在弯曲过程中开裂或断裂。制造商需要平衡机器能力、材料特性和设计要求,以确定任何给定弯曲项目的可行最大厚度。
在制造中常用的金属中,不锈钢通常具有最高的抗弯曲能力。这种抗弯曲能力主要归功于其高抗拉强度和硬度,与铝或低碳钢等金属相比,不锈钢更难变形。不锈钢的成分中含有大量的铬和镍,不仅具有出色的耐腐蚀性,而且还有助于提高其刚度和耐用性。
不锈钢具有较高的抗弯曲能力,因此需要更大的力才能成型,因此通常需要使用吨位更大的折弯机。此外,由于其韧性强,必须采用适当的工具和技术,以防止损坏机器或工件本身,例如弯曲时开裂或变脆。
这一特性使不锈钢成为结构完整性和耐用性至关重要的应用的理想选择,例如医疗器械、食品加工设备和船舶应用。然而,弯曲难度的增加也会导致更高的制造成本和更复杂的加工要求。



Copyright © 2023 深圳市快速直接工业科技有限公司 版权所有。保留所有权利。粤ICP备XNUMX号