关于 RapidDirect
我们的愿景、使命、发展历程、敬业的团队。
我们的平台
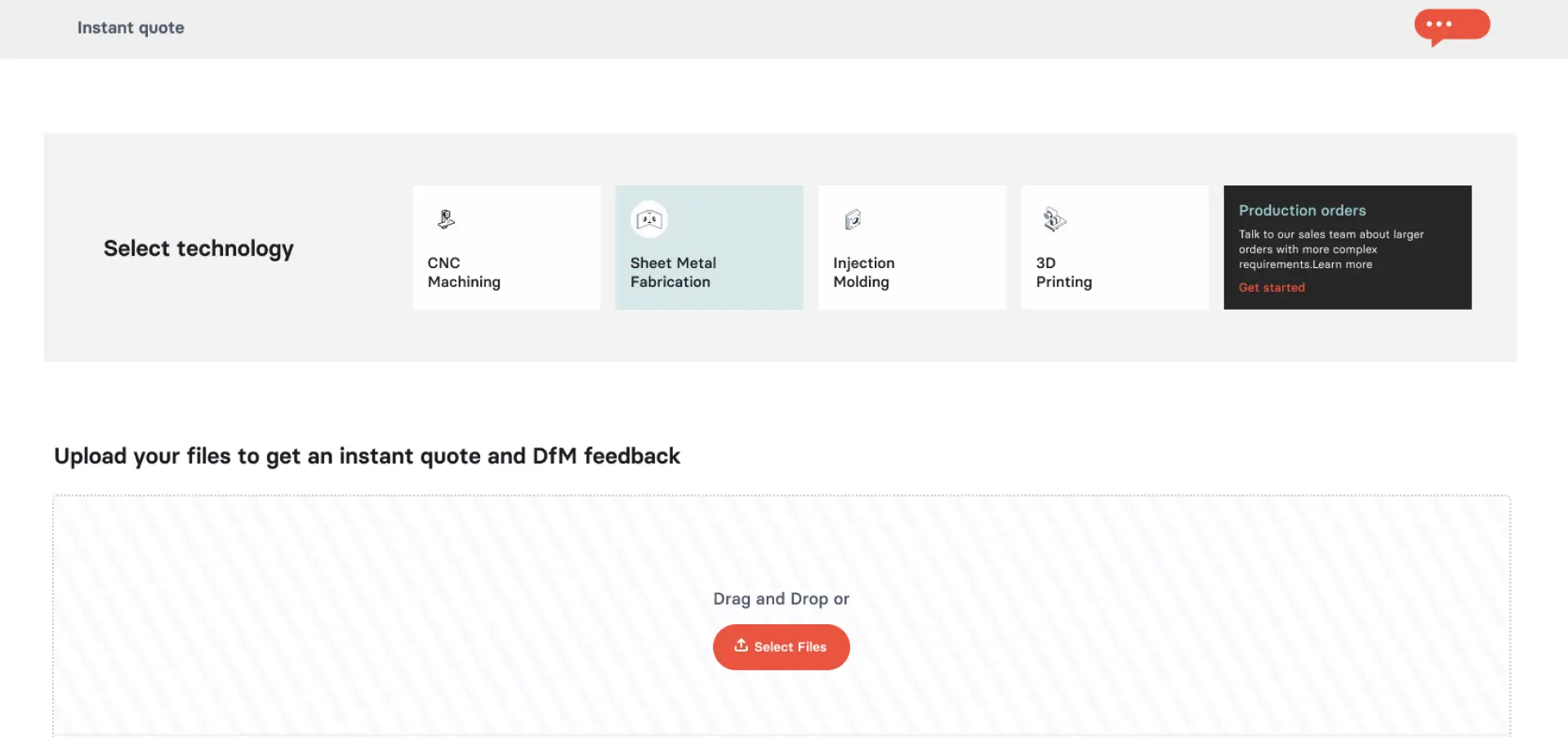
通过我们的智能在线平台获取即时报价。
品质保证
交付满足要求并超出预期的优质零件。
联系我们
-
蚝四南工业园A12栋
宝安区新桥街道南浦路
中国深圳 518104 - 0755-85276703
- [电子邮件保护]

我们的愿景、使命、发展历程、敬业的团队。
通过我们的智能在线平台获取即时报价。
交付满足要求并超出预期的优质零件。




压铸是一种高效工艺,可用于制造精细、大批量的金属零件。该工艺使用专门的模具,即所谓的压铸模,用于同时生产多个零件,确保效率和一致性。压铸通常用于铝和锌等金属,涉及熔化金属并在高压下将其注入这些模具中。
随后的快速冷却和凝固可捕捉零件的复杂设计和细节,从而减少大量二次操作的需要。但是,有些项目可能需要额外的后加工以满足更严格的公差。
在 RapidDirect,我们的专家团队会仔细审查每个压铸项目,以确保我们的方法符合您的特定要求。我们优先优化生产流程,确保每个部件都符合高标准的耐用性和美观性。通过专注于先进的铸造技术并利用精密压铸机,我们可以帮助您在功能和外观方面实现卓越的效果,最终提高产品的整体价值。







铝重量轻且强度高,是要求耐用性和轻量化的汽车和航空航天部件的理想选择。

锌以其坚韧性而闻名,可以实现精确、高公差的铸造,从而打造出复杂的设计和耐用的部件。

镁是最轻的结构金属,具有出色的刚度重量比,非常适合对重量敏感的应用。

铜非常适合制作散热器和电连接器等部件,因为它能非常有效地传导热量和电力。
从我们的各种表面处理选项中进行选择,以提高耐腐蚀性并为您的压铸件添加鲜艳的色彩。
RapidDirect 清晰地概述了我们的能力,并在详细的表格中重点介绍了基本的性能和质量指标。
| 描述 | |
|---|---|
| 最小零件重量 | 0.017 kg |
| 最大零件重量 | 12 kg |
| 最小零件尺寸 | ∅17 毫米 × 4 毫米 |
| 最大零件尺寸 | 300毫米×650毫米 |
| 最小壁厚 | 0.8 mm |
| 最大壁厚 | 12.7 mm |
| 质量控制 | ISO 9001 数据安全认证 |
| 最小可能批次 | 1000 件套 |




压铸是一种多功能制造工艺,由于其精度高、可靠性强,广泛应用于各行各业。以下是一些主要应用:

压铸具有几个显著的优势,使其成为各个行业制造金属零件的首选方法:
压铸虽然对许多应用都有好处,但也有一些局限性:
压铸是一种金属铸造工艺,其特点是将熔融金属在高压下压入模腔。模具,也称为“压模”,由两个硬化工具钢模具制成,这些模具经过加工成形,在工艺过程中的工作原理类似于注塑模具。其工作原理如下:
在设计压铸零件时,必须考虑几个关键因素以确保最佳性能和可制造性:
在压铸中,振动是指压铸机和模具内发生的机械振动。
真空压力铸造: 此过程涉及在模腔内形成真空,以尽量减少空气滞留和孔隙率。在此环境下的振动会破坏真空,导致最终产品出现缺陷。
低压铸造: 在这里,金属在低压下被引入模具,模具容易受到振动的影响,从而影响熔融金属的稳定流动,影响铸件的一致性和完整性。
半固态压铸: 涉及将半固态金属注入模具。振动会影响金属的触变行为,从而影响最终部件的填充模式和性能。
挤压压铸: 此过程在初始填充后施加额外压力,以提高铸件的密度和机械性能。此阶段的振动会导致压力施加不均匀,从而导致不一致。
制造压铸模具的交付周期通常为 2 至 12 周。此时间范围从初始设计阶段开始,在此阶段开发零件概念并详细说明其规格,直到模具完成。零件设计的复杂性、铸造选择的特定金属以及最终产品所需的精度都会显著影响模具加工过程的持续时间。此外,模具加工后,要经过严格的测试,以确保其符合质量标准。对模具进行任何必要的调整或修改以纠正缺陷或改进功能都会增加总交付周期。制造团队和客户之间的有效沟通对于简化流程和满足生产期限至关重要。
压铸是一种精密制造工艺,可以实现非常严格的公差,是复杂、大批量零件的理想选择。通常,压铸的公差取决于零件的尺寸、所用的金属和具体的铸造工艺。对于标准尺寸,公差范围从 0.1 毫米以下较小尺寸的 ±25 毫米到 0.5 毫米以下尺寸的 ±250 毫米。通过额外的后加工工艺,可以实现低至 ±0.02 毫米的更精确的公差。
材料在定义公差方面也起着关键作用。铝和锌合金等金属具有不同的收缩率和机械性能,这会影响最终的尺寸精度。真空铸造或挤压铸造等先进的压铸技术可以通过降低孔隙率和提高金属的完整性来进一步增强公差控制。
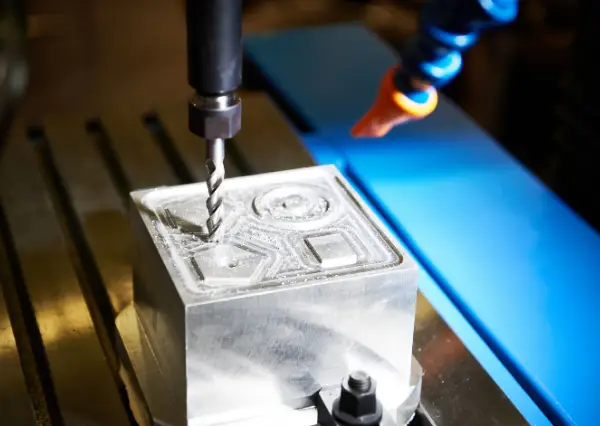
是的,压铸件的后加工不仅是可能的,而且往往是必要的,以实现仅靠压铸可能无法实现的所需精度和表面光洁度。后加工可以实现更严格的公差和更光滑的表面,这对于高性能和美观要求至关重要。常见的后加工工艺包括钻孔、铣削和 CNC 加工,这些工艺可将压铸件的特征细化到精确的规格。
此外,后加工可以纠正铸造过程中出现的任何细微缺陷,例如孔隙度或表面缺陷。它还可以添加仅通过铸造无法实现的复杂特征和精细细节。通过将压铸与后加工相结合,制造商可以利用压铸的速度和成本效益来获得毛坯形状,同时实现 CNC 加工的精度以获得关键尺寸和表面处理。



Copyright © 2023 深圳市快速直接工业科技有限公司 版权所有。保留所有权利。粤ICP备XNUMX号