关于 RapidDirect
我们的愿景、使命、发展历程、敬业的团队。
我们的平台
通过我们的智能在线平台获取即时报价。
品质保证
交付满足要求并超出预期的优质零件。
联系我们
-
蚝四南工业园A12栋
宝安区新桥街道南浦路
中国深圳 518104 - 0755-85276703
- [电子邮件保护]

我们的愿景、使命、发展历程、敬业的团队。
通过我们的智能在线平台获取即时报价。
交付满足要求并超出预期的优质零件。




真空铸造是一种专业技术,使用聚氨酯树脂制作高保真母模复制品,首先使用 3D 打印母模制作精密硅胶模具。此方法在真空条件下铸造零件,确保无气泡、精细的成品质量与注塑件相媲美,但速度更快、更具成本效益。这使其成为原型制作、中小批量生产和高质量最终用途零件的理想选择。
在 RapidDirect,我们通过确保 30 英寸以下部件的尺寸收缩率最小为 +0.15% 来增强聚氨酯真空铸造,从而保持复杂设计的严格公差。我们的服务高度可定制,可满足对透明、颜色匹配或特殊成品部件(如需要 EMI 屏蔽的部件)的需求。我们还在铸造过程中集成了各种插入件以增强功能。
RapidDirect 的真空铸造服务为注塑成型提供了可靠的替代方案,弥补了原型开发和全面生产之间的差距,且成本低廉且交货时间长。这为特定客户需求提供了经济高效、质量有保证的解决方案。






在 RapidDirect,我们在真空铸造工艺中使用多种聚氨酯树脂,每种树脂都是根据其特定性能(例如抗冲击性、柔韧性和耐热性)而选定的。

软橡胶因其柔韧性和减震性而受到重视,非常适合用于需要承受持续弯曲和压力的密封件和垫圈等产品。
软橡胶 PU8400
软橡胶T0387

ABS 具有高强度、优异的抗冲击性和尺寸稳定性等特点,非常适合用于要求苛刻的应用中的功能原型和坚固的最终用途部件。
ABS 聚氨酯 8150

PMMA(丙烯酸)以其光学透明度和抗紫外线性能而闻名,非常适合制造具有玻璃般表面的透明组件,常用于镜头和窗户。
有机玻璃 1940

聚碳酸酯以其坚韧性、耐热性和透明度而著称,适合生产必须承受恶劣条件的耐用透明部件。
电脑PX510

尼龙因其高机械强度和耐磨性而被选中,在需要耐用性和抗疲劳性的应用中表现出色,例如齿轮和轴承。
尼龙 Z2910

聚丙烯具有良好的耐化学性和柔韧性,常用于需要同时具有韧性和柔韧性的物品,包括汽车零件和储存容器。
PP 5690

这种材料能够承受高温而不会降解,非常适合用于汽车、航空航天和工业应用中面临极端高温的部件。
PX2017
PX223

阻燃材料对于安全关键型应用至关重要,它可以减缓或阻止火势蔓延,常用于电子外壳和航空航天部件。
阻燃材料8263
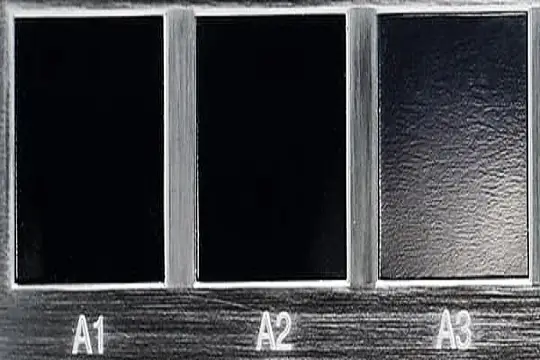
| 收尾造型 | 高光泽 |
|---|---|
| SPI 成品等级 | SPI A1、A2、A3 |
| 表面粗糙度Ra(μm) | SPIA1:0.012 至 0.025 SPIA2:0.012 至 0.025 SPIA3:0.05 至 0.10 |
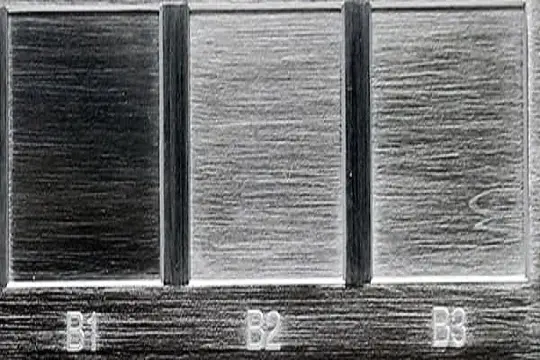
| 收尾造型 | 半光泽 |
|---|---|
| SPI 成品等级 | SPI B1、B2、B3 |
| 表面粗糙度Ra(μm) | SPI B1:0.05 至 0.10 SPI B2:0.10 至 0.15 SPI B3:0.28 至 0.32 |
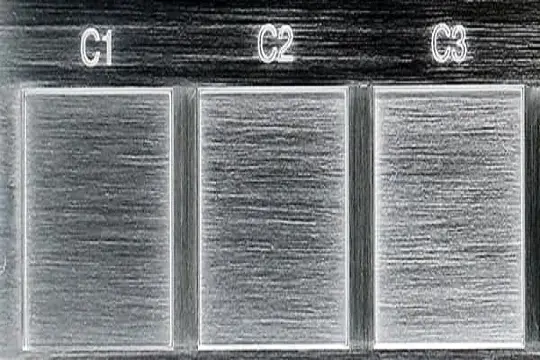
| 收尾造型 | 低光泽 |
|---|---|
| SPI 成品等级 | SPI C1、C2、C3 |
| 表面粗糙度Ra(μm) | SPI C1:0.35 至 0.40 SPI C2:0.45 至 0.55 SPI C3:0.63 至 0.70 |
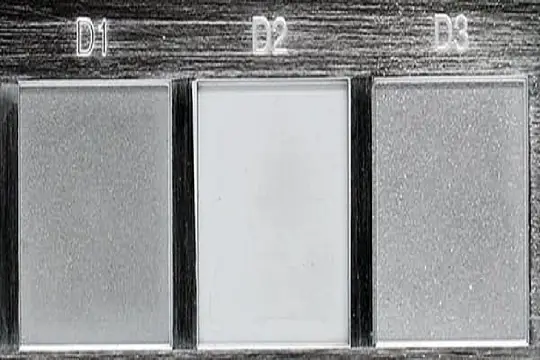
| 收尾造型 | 哑光 |
|---|---|
| SPI 成品等级 | SPI D1、D2、D3 |
| 表面粗糙度Ra(μm) | SPI D1:0.80 至 1.00 SPI D2: 1.00 至 2.80 SPI D3:3.20 至 18.0 |
查看我们下面概述的真空铸造能力,重点介绍关键服务参数和生产细节。
| 描述 | |
|---|---|
| 准确性 | 最高精度可达 ±0.05 mm |
| 最大零件尺寸 | +/- 0.025毫米 +/- 0.001 英寸 |
| 最小壁厚 | 1.5毫米〜2.5毫米 |
| 数量 | 每个模具 20-25 份 |
| 颜色和表面处理 | 颜色和纹理可以定制 |
| 典型交货时间 | 在 20 天内最多 15 个零件 |
RapidDirect 在我们的真空铸造服务中提供广泛的颜色选择,以满足您的精确设计规格和品牌要求。使用鲜艳一致的颜色定制您的真空铸造部件,以增强美感和产品识别度。










真空铸造是一种灵活的制造工艺,因其能够快速且经济高效地生产出高质量的塑料部件而广泛应用于各个行业。以下是一些关键应用:
真空铸造具有几个引人注目的优势,使其成为快速成型和小批量生产的首选:
真空铸造是一种多功能且高效的工艺,主要用于生产高质量原型和中小型生产批次。下面是其操作方式的简单分解:
主模型创建: 该过程从制作主模型开始,通常使用高分辨率 3D 打印机制作。该模型经过精心制作,可以详细呈现最终部件。
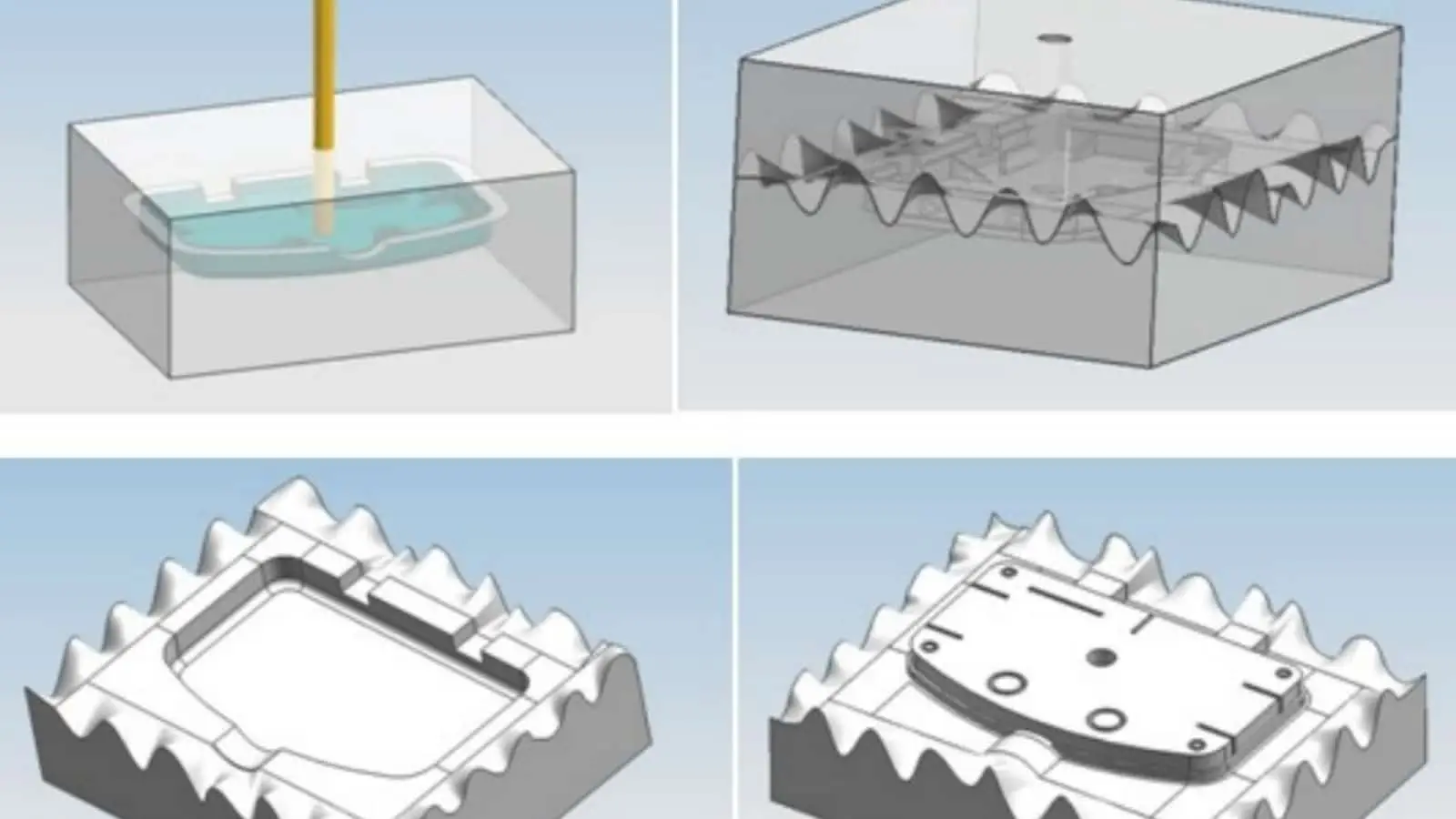
模具制作: 然后围绕主模型制作硅胶模具。模具在真空条件下制作,以确保没有气泡影响模具的精度和表面质量。
铸造: 模具固化后,主模型被移除,铸造树脂(通常是聚氨酯)被混合并倒入模具中。在浇注过程中施加真空以避免空气滞留并确保无气泡铸造,从而以高保真度复制主模型。
固化和部件拆卸: 让树脂在模具内固化。固化后,将部件从模具中取出,模具通常可以重复使用以生产多个副本。
画龙点睛: 最后一步是清洁和精加工铸件,以达到所需的表面纹理和细节,并涂上任何必要的油漆或涂层。
真空铸造和 3D 打印在快速成型阶段都很有价值,但聚氨酯铸造通常具有明显的优势,特别是对于特定的项目要求:
材料特性: 真空铸造使用的材料与注塑成型中使用的材料非常相似,可为零件提供优异的机械性能,如强度、柔韧性和耐热性。这对于功能测试和最终用途应用尤为重要。
表面处理: 与 3D 打印生产的部件相比,铸造聚氨酯部件通常具有更光滑、更精致的表面,而 XNUMXD 打印生产的部件可能会显示层线,并且需要额外的后处理才能获得光滑的表面。
颜色和纹理选项: 真空铸造可实现更广泛的颜色和纹理,无需后处理。直接从模具完成的成品选项的多样性比大多数 3D 打印工艺更高。
大批量生产: 虽然 3D 打印最适合一次性原型或小批量生产,但真空铸造在生产小批量到中批量零件时更具成本效益和效率,因为可以使用硅胶模具从同一主模型制作多个副本。
耐用性: 聚氨酯铸件往往更耐用,更适合功能测试和消费者使用,因为所用材料可以承受更严苛的条件。
与传统注塑成型相比,聚氨酯真空铸造具有多种优势,尤其是在原型设计和小批量生产方面:
降低成本: 真空铸造所需的前期工具投资明显较低,因为它使用硅胶模具,与注塑成型所需的钢模或铝模相比,硅胶模具更便宜、生产速度更快。
更快的周转速度: 生产真空铸造模具所需的时间大大减少,从而缩短了从设计到成品零件的周转时间。对于期限紧迫或需要快速迭代的项目来说,这种速度至关重要。
材料的灵活性: 虽然注塑成型通常需要使用热塑性塑料,但真空铸造允许更广泛的材料选择,包括可以模仿热塑性塑料、弹性体和橡胶特性的各种类型的聚氨酯树脂。
高品质细节和饰面: 真空铸造可实现与注塑件类似的出色表面细节和光洁度。它对于复杂形状和精细细节特别有效,这些细节需要较高的美学品质,且无需进行后处理。
颜色和纹理定制: 真空铸造中使用的聚氨酯树脂可以在混合过程中轻松着色,从而可以根据特定的设计要求定制整体颜色和纹理,而无需额外的涂漆或精加工。
适合小批量生产: 真空铸造对于中小批量生产而言具有成本效益,为产量不足以证明注塑模具高成本的场合提供了实用的解决方案。
在设计真空铸造零件时,有几个关键考虑因素会影响生产过程的成功和效率:
室壁厚度: 在真空铸造中,一致的壁厚至关重要,以防止翘曲并确保树脂均匀固化。建议的壁厚通常在 1.5 至 5 毫米之间,具体取决于零件的尺寸和复杂程度。
拔模角度: 在设计中加入拔模角度有助于轻松将部件从模具中取出。对于大多数表面,建议最小拔模角度为 1 到 2 度。
底切和悬垂: 设计底切和悬垂结构需要仔细规划,因为它们会使模具复杂化并增加成本。使用侧向动作芯或分体模具可以解决问题,但会增加复杂性。
肋条和角撑板: 添加肋条和角撑板可以增强部件的强度和刚度,而不会显著增加材料体积和重量。战略性地定位它们以支持结构完整性。
通风和浇口: 正确放置排气口和浇口对于确保模具无空气填充以及树脂完全流到模具的所有部分至关重要。这可防止出现空隙并确保最终铸件的质量。
表面处理: 主模型表面的质量将直接影响最终成品。主模型上的任何纹理或抛光都将在铸件中复制。
要从 RapidDirect 获取真空铸造报价,只需访问我们的网站并使用在线报价平台。首先将您的 CAD 文件直接上传到系统,该系统支持 step、stp、igs、iges、prt、sldprt、sat、x_t 文件格式,以方便您使用。上传后,选择项目所需的详细信息,如材料类型、表面处理、运输选项和数量。我们的项目工程师将分析您的设计的可制造性并提供反馈,让您进行必要的调整。一旦您的设计和规格最终确定,您将获得准确的成本计算和预计交货时间。(我们的平台目前不支持真空铸造的即时报价)。如果报价符合您的要求,您可以直接通过平台确认订单,我们将根据您的规格开始生产流程。这种简化的在线系统可确保快速轻松地获得精确的报价,并通过 RapidDirect 开始您的真空铸造项目。
在真空铸造中,模具通常由硅胶制成,必须牢固地固定在一起,以确保零件生产的准确性和质量。这是通过双部件模具系统实现的,该系统在铸造过程中封闭液态聚氨酯树脂。
为了将模具固定在一起,需要使用一个刚性框架或盒子,通常称为模具外壳。这种外壳通常由铝或坚固的塑料等材料制成。它具有几个关键功能:它支撑模具在真空条件下保持其形状和完整性,防止模具在浇注树脂时膨胀或变形,并确保模具的两半精确对齐而不会移位。
在铸造开始之前,将硅胶模具放置在这个刚性框架内。然后将模具的两半紧紧夹紧或用螺栓固定在一起,以防止树脂泄漏。这种夹紧还有助于在模具周围形成真空密封,这对于真空铸造工艺的有效运行至关重要。真空有助于将树脂吸入模具最精细的细节中,确保高质量、精细的部件,气泡或缺陷最少。
Copyright © 2023 深圳市快速直接工业科技有限公司 版权所有。保留所有权利。粤ICP备XNUMX号