关于 RapidDirect
我们的愿景、使命、发展历程、敬业的团队。
我们的平台
通过我们的智能在线平台获取即时报价。
品质保证
交付满足要求并超出预期的优质零件。
联系我们
-
蚝四南工业园A12栋
宝安区新桥街道南浦路
中国深圳 518104 - 0755-85276703
- [电子邮件保护]

我们的愿景、使命、发展历程、敬业的团队。
通过我们的智能在线平台获取即时报价。
交付满足要求并超出预期的优质零件。



以最具创新性的方式打造您的注塑成型零件。 在 RapidDirect,我们提供定制注塑模具,确保您的项目取得成功。 我们与您合作,了解您项目的特点,然后根据您的规格开发精确的注塑模具设计。 我们的专业技术人员处理模具生产过程中涉及的所有复杂问题。
我们的多功能性使我们能够以实惠的价格开发原型工具和生产模具。 凭借最快的交货时间,我们的能力可帮助我们优化生产并让您的产品更快地推向市场。 您准备好将塑料零件生产提升到最高水平了吗? RapidDirect 已准备好在您的旅程中为您提供帮助。

使用高质量的单腔注塑模具确保有效的小批量塑料零件生产。 这些具有成本效益的模具工具选项使您可以更好地控制塑料制造过程。

使用优质的多型腔模具高效制造多个塑料成型零件。 我们的多腔注塑模具可确保更有效地利用周期时间,同时降低单位零件的成本。 凭借更高的生产率,您可以在每个循环中获得大量零件。

使用创新的叠层模具提高注塑工艺的产量。 RapidDirect 提供出色的叠层模具,可提高您的成型效率,同时降低整体零件成本。 我们可以设计在每个分型面上具有相同数量或不同数量型腔的叠模。 一次创建多组件组件!

用于模制两种不同塑料材料的经济高效的定制注塑解决方案。 我们提供 2K 注塑模具,可将软塑料和硬塑料无缝组合用于一种产品。 通过创建量身定制的产品并将组装步骤合并到一个成型过程中来节省成本。



在 RapidDirect,我们使用优质材料设计和制造精确的定制注塑模具。 我们的流程以快速的交货时间和实惠的价格确保无与伦比的一致性和可重复性。 我们制造的每一个注塑模具都符合国际标准。 从一次性项目到小批量和生产工具,我们提供耐用可靠的模具工具。
| 目的 | 射击寿命 | 公差 | 费用 | 交期 | |
|---|---|---|---|---|---|
| 105类 | 原型测试 | 低于 500 次循环 | ± 0.02 毫米 | $ | 7-10天 |
| 104类 | 小批量生产 | 低于 100.000 次循环 | ± 0.02 毫米 | $ $ $ | 10-15天 |
| 103类 | 小批量生产 | 低于 500.000 次循环 | ± 0.02 毫米 | $ $ $ $ | 10-15天 |
| 102类 | 中量生产 | 中量生产 | ± 0.02 毫米 | $$$$$ | 10-15天 |
| 101类 | 大批量生产 | 超过1,000,000个循环 | ± 0.02 毫米 | $ $ $ $ $ $ | 10-18天 |
| 描述 | |
|---|---|
| 半径 | 在 CNC 加工中,工件上的尖锐内角会自然形成圆角(半径)。深度不得超过钻头直径的 12 倍。对于立铣刀,深度不得超过刀具直径的 10 倍。 |
| 螺纹和螺纹孔 | 直径φ1.5-5mm,深度:直径的3倍。 直径φ5mm以上,深度:直径的4-6倍。 RapidDirect 可以根据客户要求生产任何规格和尺寸的螺纹。 |
| 咬边 | 方形轮廓、全半径、燕尾轮廓。 |
| 文本 | CNC 铣削:最小宽度 0.5 毫米,深度 0.1 毫米。 CNC 车削:RapidDirect 可以使用激光打标为 CNC 车削零件创建标准文本。 RapidDirect 可以根据客户要求通过 CNC 雕刻或激光雕刻创建标准文本。 |
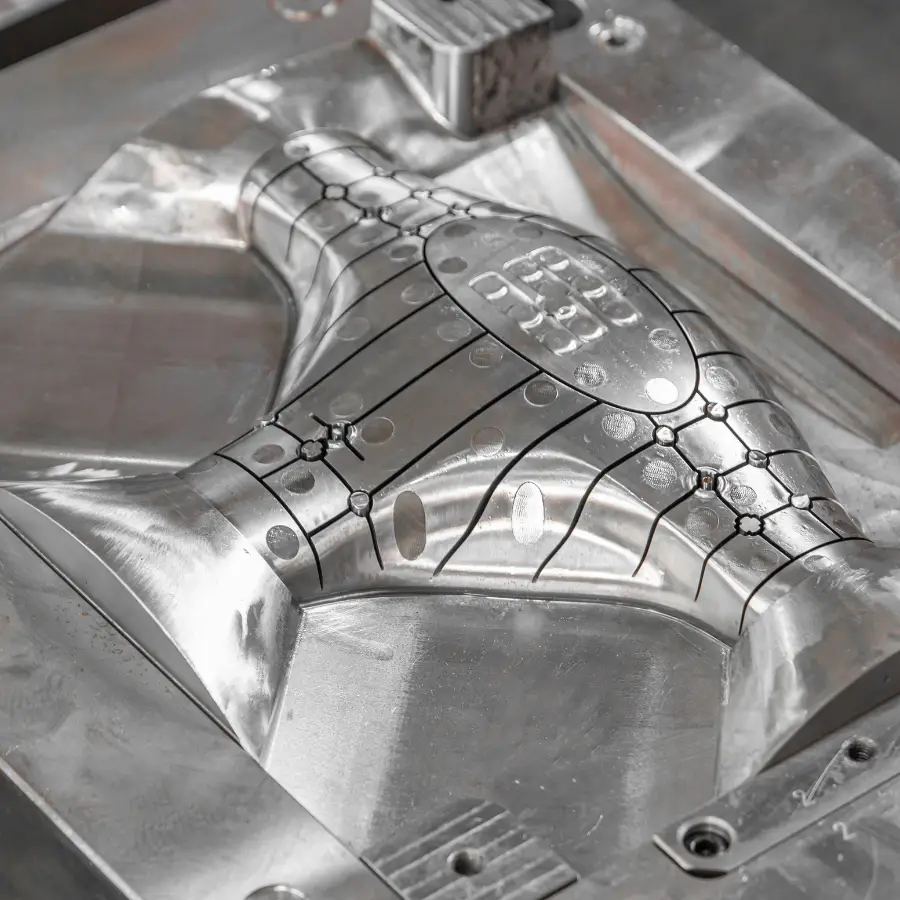
塑料注塑成型是一种高效且用途广泛的工艺,用于生产复杂且精密的塑料零件。
1.模具设计及材料:
精密设计的模具是使用 CAD 软件制作的,通常由钢制成以提高耐用性,或由铝制成以提高冷却速度,具体取决于生产需要。
2.塑料准备:
根据特定的产品特性选择塑料颗粒,干燥后装入机器的料斗中。
3. 熔炼与注射:
塑料在高压下熔化并注入模具,以确保完全填充和细节准确。
4.冷却凝固:
熔融的塑料在模具中冷却并凝固,通过精确控制的冷却通道成型,以最大限度地减少缺陷。
5. 弹射与精加工:
将固体部件从模具中弹出,并进行必要的修整、抛光或涂漆以进行最终的精加工。
6、质量检验:
每个部件都经过质量检查,确保其符合尺寸、外观和性能的所有规格。
1.上市速度: 加速开发和改进,缩短发布时间。
2.成本效率: 比全尺寸模具便宜,最大限度地减少初始投资。
3.设计灵活性: 允许根据测试反馈轻松进行修改。
4. 降低风险: 尽早发现生产问题,避免将来昂贵的纠正。
5. 功能测试: 促进彻底的测试以确保产品满足所有要求。


由于多种原因,注塑模具成本很高。
材料成本: 模具通常由优质耐用的材料制成,例如硬化钢或铝。钢特别昂贵,但由于其耐用性,对于长期生产来说必不可少。
复杂的制造工艺: 生产模具涉及精密且劳动密集型的工艺,包括 CNC 加工、EDM(电火花加工),有时还需要手工抛光。模具的复杂性(包括多个型腔、底切或复杂的细节)会增加成本。
精确: 高精度模具对于生产公差严格的零件至关重要,尤其是在汽车、航空航天或医疗等行业。要达到这种精度水平,需要先进的制造设备和熟练的技术人员,这会增加总体成本。
定制: 注塑模具是为特定产品定制的,每种设计都需要独特的考虑。这种根据个别部件要求定制的工具特性与更标准的现成工具相比,成本显著增加。
设计和工程时间: 开发模具需要进行大量的设计工作,以确保其能够承受注射过程中的高压和高温。设计还必须考虑零件的几何形状、冷却通道和顶出系统,这需要专业的工程专业知识。
有几个因素会影响设计:
零件设计和几何形状: 成型部件的形状、尺寸和复杂性对模具设计影响很大。复杂的几何形状、复杂的细节和薄壁需要专门的模具功能,例如额外的冷却通道或更先进的浇口系统。
材料选择: 塑料类型对模具设计有显著影响,影响冷却速度、收缩率和流动行为等因素。例如,聚丙烯收缩率更大,而聚碳酸酯需要更高的模具温度。模具材料还必须耐磨蚀性或腐蚀性塑料的磨损。
公差: 公差和精度要求:高精度零件需要公差更严格的模具,这会使设计复杂化并增加制造成本。模具设计师必须考虑尺寸精度和一致性,特别是在汽车和医疗等行业。
弹射系统: 将部件从模具中顶出的方法会影响模具设计和周期时间。顶出销、鼓风系统或脱料板等选件必须小心地集成到模具中,以免损坏部件。
大门设计: 浇口的位置和类型(直接浇口、销式浇口或边缘浇口)决定了熔融塑料如何进入模具。浇口设计会影响成品的质量,影响流动特性、表面光洁度和循环时间。
底切和分型线: 带有倒扣或复杂几何形状的零件可能需要模具设计中的侧向动作或升降装置来释放零件而不损坏零件。这些功能增加了模具的复杂性和成本。
压铸是一种金属铸造工艺,其特点是将熔融金属在高压下压入模腔。模具,也称为“压模”,由两个硬化工具钢模具制成,这些模具经过加工成形,在工艺过程中的工作原理类似于注塑模具。其工作原理如下:
在设计压铸零件时,必须考虑几个关键因素以确保最佳性能和可制造性:
在压铸中,振动是指压铸机和模具内发生的机械振动。
真空压力铸造: 此过程涉及在模腔内形成真空,以尽量减少空气滞留和孔隙率。在此环境下的振动会破坏真空,导致最终产品出现缺陷。
低压铸造: 在这里,金属在低压下被引入模具,模具容易受到振动的影响,从而影响熔融金属的稳定流动,影响铸件的一致性和完整性。
半固态压铸: 涉及将半固态金属注入模具。振动会影响金属的触变行为,从而影响最终部件的填充模式和性能。
挤压压铸: 此过程在初始填充后施加额外压力,以提高铸件的密度和机械性能。此阶段的振动会导致压力施加不均匀,从而导致不一致。
制造压铸模具的交付周期通常为 2 至 12 周。此时间范围从初始设计阶段开始,在此阶段开发零件概念并详细说明其规格,直到模具完成。零件设计的复杂性、铸造选择的特定金属以及最终产品所需的精度都会显著影响模具加工过程的持续时间。此外,模具加工后,要经过严格的测试,以确保其符合质量标准。对模具进行任何必要的调整或修改以纠正缺陷或改进功能都会增加总交付周期。制造团队和客户之间的有效沟通对于简化流程和满足生产期限至关重要。
压铸是一种精密制造工艺,可以实现非常严格的公差,是复杂、大批量零件的理想选择。通常,压铸的公差取决于零件的尺寸、所用的金属和具体的铸造工艺。对于标准尺寸,公差范围从 0.1 毫米以下较小尺寸的 ±25 毫米到 0.5 毫米以下尺寸的 ±250 毫米。通过额外的后加工工艺,可以实现低至 ±0.02 毫米的更精确的公差。
材料在定义公差方面也起着关键作用。铝和锌合金等金属具有不同的收缩率和机械性能,这会影响最终的尺寸精度。真空铸造或挤压铸造等先进的压铸技术可以通过降低孔隙率和提高金属的完整性来进一步增强公差控制。
是的,压铸件的后加工不仅是可能的,而且往往是必要的,以实现仅靠压铸可能无法实现的所需精度和表面光洁度。后加工可以实现更严格的公差和更光滑的表面,这对于高性能和美观要求至关重要。常见的后加工工艺包括钻孔、铣削和 CNC 加工,这些工艺可将压铸件的特征细化到精确的规格。
此外,后加工可以纠正铸造过程中出现的任何细微缺陷,例如孔隙度或表面缺陷。它还可以添加仅通过铸造无法实现的复杂特征和精细细节。通过将压铸与后加工相结合,制造商可以利用压铸的速度和成本效益来获得毛坯形状,同时实现 CNC 加工的精度以获得关键尺寸和表面处理。



Copyright © 2023 深圳市快速直接工业科技有限公司 版权所有。保留所有权利。粤ICP备XNUMX号