


Löcher sind wichtige Merkmale in technischen Zeichnungen und der Fertigung. Sie erleichtern die Befestigung von Baugruppen, Kanäle oder Durchgänge für den Flüssigkeitsfluss, die Positionierung, die Gewichtsreduzierung usw. Es gibt mehrere Arten von Löchern in der Technik um diesen Zwecken zu dienen. Sie unterscheiden sich normalerweise in Form, Tiefe, Funktionalität und den zu ihrer Herstellung erforderlichen Werkzeugen voneinander.
Durchgangs-, Blind-, Gewinde-, Senk-, unterbrochene, konische, Senk- und Reibbohrungen werden häufig in verschiedenen mechanischen Komponenten und Systemen verwendet. Das Verständnis dieser Löcher, ihres Designs, ihrer Eigenschaften und ihrer Funktionalität ist wichtig, bevor Sie sie in das Design Ihres Teils einbeziehen.
Lesen Sie weiter, dieser Artikel führt Sie durch 14 verschiedene Arten von Löchern.
Was ist ein Lochelement im Ingenieurwesen?
Ein Loch wird in der Technik als kreisförmiger Hohlraum oder Öffnungsgeometrie definiert, die durch die Oberfläche hindurch oder blind sein kann. In technischen Zeichnungen erkennt man sie an bestimmten Symbolen und entsprechenden GD & T-Werten. Beispielsweise wird das Symbol „Ø“ mit dem entsprechenden Durchmesser verwendet, um einfache technische Löcher zu kennzeichnen.
Mittlerweile sind CNC-Bohren, Stanzen, Gewindeschneiden, Räumen und EDM-Bohren gängige Techniken. Welche Technik verwendet wird, hängt von den im Entwurf angegebenen Merkmalen ab.
Position, Durchmesser, Tiefe und Toleranzen sind die bestimmenden Variablen für jeden Lochtyp. Bezugspunkte und Referenzen (Linien, Ebenen, Achsen usw.) werden zur genauen Positionierung oder Position verwendet. Tiefe und Durchmesser sind entscheidend für die Wahl der richtigen Werkzeuggröße und der Bearbeitungsparameter, während Toleranzen die Genauigkeit und Präzision des Lochs gewährleisten.
Ein Überblick über 14 Arten von technischen Löchern
| Lochtyp | Querschnitt/Form | Sinn |
| Einfaches Loch | Kreisförmiger, gleichmäßiger Durchmesser | Montage und Freigaben. |
| Durchgangsloch | Kreisförmig, reicht vollständig durch | Flüssigkeitsdurchgang, Verkabelung und Befestigung. |
| Sackloch | Kreisförmige, einzelne Öffnung | Montieren, Verschrauben und Gewichtsreduzierung. |
| Unterbrochenes Loch | Kreisförmig, diskontinuierlich | Lagersitze, Passstifte und Bolzen. |
| Gewindebohrung | Rund mit Innengewinde | Befestigung mit innenliegendem Spiralgewinde. |
| Konisches Loch | Konisch, Durchmesser reduzierend | Pressverbindungen, Flüssigkeitskontrolle und Hochleistungsdichtungen. |
| Senkbohrung | Zylindrische Aussparung | Gehäuse und Ästhetik des Befestigungskopfes. |
| Senkloch | Konische Aussparung | Bessere Befestigung und Abdichtung. |
| Loch gegenbohren | Konische/verjüngte Erweiterung | Glatte Oberflächen und besseres Verschrauben |
| Ansenkbohrung | Flachsenkung | Druckverteilung und sanfte Auflage der Befestigungsköpfe. |
| Schraubenabstand | Rund, leicht überdimensioniert | Einfaches Durchführen der Schraube sowie einfache Demontage und Neumontage. |
| Aufgebohrtes Loch | Raffinierte kreisförmige Öffnung | Hohe Genauigkeit und verbesserte Oberflächengüte. |
| Überlappendes Loch | Teilweise/vollständig sich überschneidende Kreise | Nützlich bei komplexen Baugruppen |
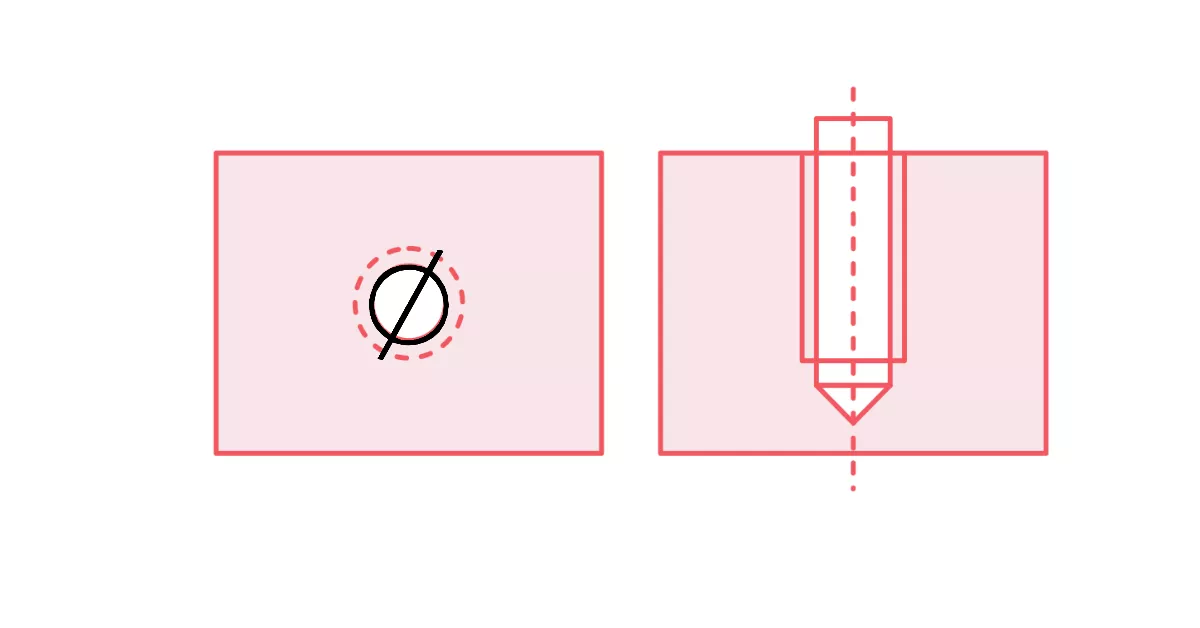
Einfaches Loch

Es handelt sich um ein gerades, kreisförmiges Loch in der Oberfläche, das durchgehend oder blind sein kann. Eine kreisförmige Öffnung erstreckt sich bis zu einer bestimmten Tiefe oder über die gesamte Dicke mit einem gleichmäßigen Durchmesser. Einfache Löcher werden für die Montage oder für Abstände verwendet. Sie sind in der Zeichnung mit „Ø“ gekennzeichnet und können mit herkömmlichen Bohrern des gewünschten Durchmessers gebohrt werden.
Durchgangsloch

Die Öffnung ist nicht immer auf beiden Seiten (oder durch alle Dicken), einige sind bis zu einer bestimmten Dicke gebohrt, sogenannte Durchgangslöcher. Sie beinhalten das Format von „Ø Durchmesser Durchgang“ in der Zeichnungsdarstellung. Zum Beispiel „ Ø 30 Durchgang„“ stellt ein durchgehendes Loch mit 30 mm Durchmesser dar.
Darüber hinaus sind sie für den Flüssigkeitsdurchgang, den Verdrahtungsraum und zu Befestigungszwecken von entscheidender Bedeutung. Sie können diese Art von Löchern durch Bohren oder Stanzen des Werkstücks erzeugen.
Sackloch
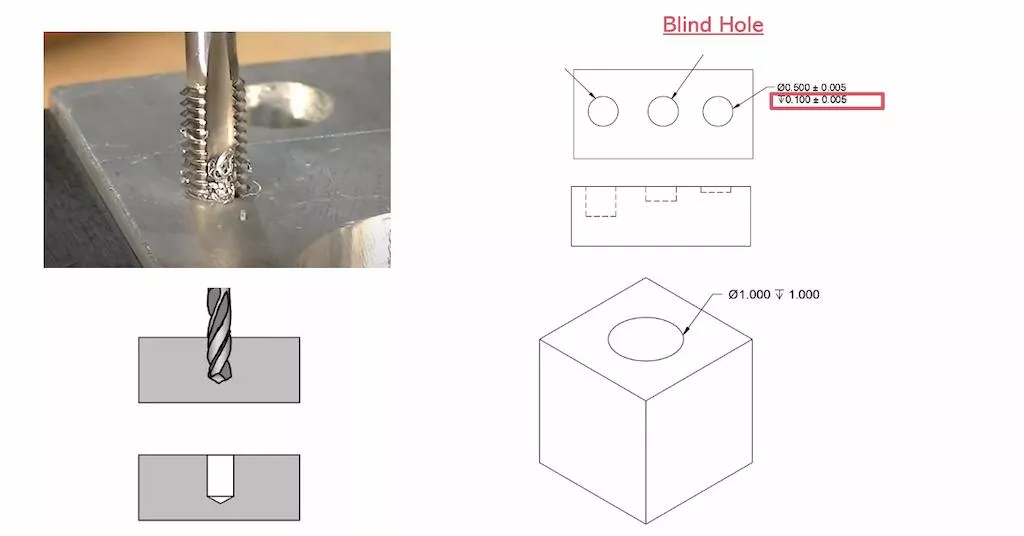
Jedes Loch, das nicht vollständig durch alle Werkstückdicken geht, wird als Sackloch bezeichnet. Es wird bis zu einer bestimmten Materialtiefe gebohrt und enthält nur eine Öffnung. Normalerweise wird es mit Bohrmaschinen hergestellt und die Tiefe hängt von der Länge des Bohrers ab. Darüber hinaus sind Bodengewindebohrer nützlich, um Sackgewinde für Befestigungszwecke zu schneiden.
Das Blindsymbol ist „↓“ Beispielsweise wird ein Sackloch mit einem Durchmesser von 30 mm und einer Tiefe von 12 mm als „Ø 30 ↓ 12mm”.
Das Bohren dieser Art von technischen Löchern ist anspruchsvoller, da der Bohrer aufgrund von Materialansammlungen brechen oder sich verziehen kann. Daher sollte die Geometrie des Bohrers (vorzugsweise Spiralnuten) für die Spanabfuhr nach oben berücksichtigt werden.
Anschließend sind Sacklöcher zur Befestigung, Verschraubung oder auch zur Gewichtsreduzierung möglich.
Eingeklemmtes Loch

Unterbrochene Bohrungen sind unterbrochene Bohrungen, die von anderen Öffnungen durchschnitten werden. Sie enthalten regelmäßige Bohrungen in einer bestimmten Tiefe, die von anderen Merkmalen unterbrochen werden und nach der Unterbrechung wieder durchgehend sind. Dabei ist zu beachten, dass die Bohrung nach der materialfreien Zone auf derselben Achse bleibt. Sie werden häufig bei Lagersitzen, Passstiften und Bolzen unterhalb der Oberfläche verwendet.
Es ist nicht so schwierig, ein unterbrochenes Loch zu bohren, wie es kompliziert klingt. Ein Bohrer bohrt den Teil über der Kreuzung und bewegt sich dann ohne weitere Maßnahmen zu einem anderen Teil unterhalb des offenen Bereichs. In einigen Fällen müssen Sie möglicherweise die Spindeldrehzahl anpassen.
Gewindebohrungen

Wie der Name schon sagt, Gewindebohrungen beinhalten die Befestigung von Innengewinden (durchgehende Spiralstruktur). CNC-Bohrwerkzeuge wie Gewindeeinsätze und -fräser erzeugen in technischen Projekten Gewindebohrungen.
Es gibt zwei Arten von Gewindebohrungsbeschriftungen: Eine normale „Ø“ oder „M“. Dabei steht M für das metrische System und der nachfolgende Zahlenwert bezieht sich auf die Gewindelänge.
Gewindebohrungen

Möglicherweise verwechseln Sie Gewindebohrungen mit Gewindebohren. Bei beiden handelt es sich um Löcher mit Befestigungsgewinden, die Methoden zu deren Herstellung sind jedoch unterschiedlich.
„Alle Gewindebohrungen sind Gewindelöcher, aber alle Gewindebohrungen sind keine Gewindebohrungen.“
Der Unterschied liegt also in der Herstellungsmethode. Anstelle von Einsätzen und Bohrwerkzeugen werden beim Gewindeschneiden entweder Schneid- oder Formgewindebohrer mit den gewünschten Abmessungen verwendet. Normalerweise gibt es Gewindebohrer in verschiedenen Größen und die Auswahl hängt von der Größe des Lochs ab, in das Sie ein Gewinde schneiden möchten.
Darüber hinaus ist die Bezeichnung der Gewindebohrung "M", gefolgt vom Nenndurchmesser, der Steigung und der Tiefe des Gewindeabschnitts. Beispiel: „M6 1.5 10” bezieht sich auf ein Gewindeloch mit 6mm Nenndurchmesser, 1,5mm Steigung und 10mm Gewindetiefe.
Konische Löcher

Erstens der Begriff "verjüngt" bezieht sich auf die gleichmäßige Reduzierung des Durchmessers von einem Ende zum anderen bei jeder Bearbeitungsfunktion. Bei konischen Löchern ist daher die Durchmesseränderung von einer Öffnung zur anderen gleichmäßig. Sie sind häufig in Pressverbindungen, Flüssigkeitsdruckkontrollsystemen und Hochleistungsdichtungen zu finden.
Konische Löcher werden in konischen Graden (Neigungswinkel) gemessen, die definieren, um wie viele Grad (°) das Loch von einem zum anderen Ende geneigt ist. Häufig ändern Bediener den Winkel der Bohrspitze entsprechend der gewünschten Verjüngung. Im Hinweissymbol für konische Löcher heißt es „ Eine Gerade verläuft durch das Dreieck".
Senkbohrungen
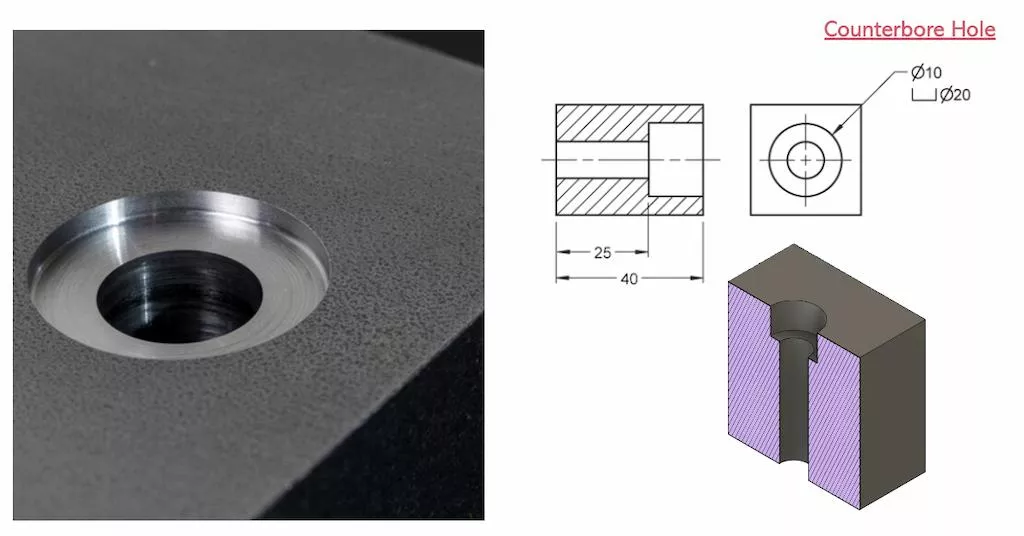
Senkbohrungen sind vergrößerte Öffnungen (zylindrische Vertiefungen) zur Aufnahme von Befestigungskopfschrauben oder O-Ringen. Dabei sind die beiden zylindrischen Abschnitte koaxial. Sie schützen nicht nur die Befestigungselemente, sondern verbessern auch die ästhetische Schönheit.
Die Senkbohrung ist „⌴“ zusammen mit dem Durchmessersymbol (Ø) und dem Wert. Beispiel: ⌴Ø20 bezeichnet eine Senkbohrung mit 20mm Durchmesser.
Senklöcher

Sie können Senkbohrungen mit Senkbohrungen in Beziehung setzen, der einzige Unterschied besteht darin, dass die Senkbohrung an der Öffnung eine konische Vertiefung enthält. Folglich ist die Senkbohrungsbezeichnung „⌵“ und der theoretische Rand beinhaltet nach dem Symbol.
Wie das Senken ermöglicht auch das Senken bessere Befestigungs- und Abdichtungslösungen für Schrauben, Bolzen usw.
Gegenbohrlöcher
Senkbohrer weisen an ihrer Öffnung eine konische oder kegelförmige Erweiterung auf, um Nieten, Bolzen oder andere Befestigungselemente aufzunehmen. Dieses Design ermöglicht es, dass Befestigungselemente bündig oder versenkt sitzen, was zu einer glatten Oberfläche beiträgt. Folglich ähneln die Symbole Senkbohrern.
Spotface-Löcher
Spotface bezeichnet eine kleine flache Senkung an der Oberseite und die normale Größe erstreckt sich unten koaxial. Sie können es also mit den Senkbohrungen vergleichen. Dieses Design bietet eine gleichmäßige Druckverteilung und eine glatte Auflage für den Befestigungskopf. Darüber hinaus eignen sich diese Arten von Löchern auch für Dichtungsanwendungen.
Als nächstes wird das Symbol für Senkbohrungen in technischen Zeichnungen "⌴ und SF darüber“, gefolgt vom Durchmesser und weiteren Informationen (z. B. Durchgehend, blind usw.).
Schrauben-Durchgangslöcher
Wie der Name schon sagt, werden Schraubendurchgangslöcher mit etwas größerem Durchmesser gebohrt als die Schrauben, Bolzen oder andere Befestigungselemente. So passen sie (neben ihrem Kopf) leicht durch das Loch. Darüber hinaus erleichtert der Abstand die Demontage und Neumontage. Darüber hinaus haben Plansenkungstypen dieselben Beschriftungssymbole wie einfache technische Löcher.
Die Größenberechnungsformel:
Durchgangslochgröße = (Schraubendurchmesser + Schraubenkopfdurchmesser) / 2
Aufgebohrte Löcher
Dabei handelt es sich nicht um spezielle Löcher im Maschinenbau, sondern um einfache Löcher, die mit Reibahlen verfeinert werden, um Maßgenauigkeit und eine bessere Oberflächenqualität zu erreichen. Die CNC-Bohrmaschine kann sie mit Reibahlen der richtigen Größe reiben.
Überlappende Löcher
Überlappende Löcher beziehen sich auf teilweise oder vollständige Überschneidungen zweier einfacher Löcher, die typischerweise bei Metallumformungsanwendungen verwendet werden. Obwohl Überlappungen die Materialfestigkeit verringern können, kann eine Verstärkung dem entgegenwirken. Darüber hinaus kommen sie bei komplexen Baugruppen und kundenspezifischer Metallfertigung vor.
Gängige Methoden zur Lochbearbeitung
Lassen Sie uns nun auf die gängigen Bearbeitungstechniken näher eingehen.
CNC Fräsen
Die CNC-Fräse ist mit verschiedenen Werkzeugen kompatibel, darunter auch Bohrer. Darüber hinaus eignen sich auch herkömmliche Fräswerkzeuge wie Schaftfräser, Schlagfräser und Zentrierbohrer zum Erstellen komplexer Lochgeometrien. Die mehrachsige Spindelbewegung ermöglicht nicht kreisförmige (unregelmäßige) Löcher, die streng nach CNC-Programmen gefertigt werden.
Eine CNC-Fräse kann Reiben, Taschenfräsen, Räumen, Senken, gerades Bohren und viele Lochbearbeitungsvorgänge durchführen. Darüber hinaus können mit einer Fräse neben Löchern auch andere Merkmale in einem einzigen Bearbeitungsvorgang erstellt werden.
CNC Bohren

CNC Bohren ist eine spezielle Methode zum effizienten und schnellen Bohren. Eine CNC-Bohrmaschine oder -maschine bohrt verschiedene Arten kreisförmiger Löcher mit unterschiedlichen Tiefen und Größen.
Wie beim Fräsen beginnt alles mit der Erstellung eines Designs in einer Software mit den richtigen Form- und Lagetoleranzen. Dann erfolgt die Konvertierung in das STEP- oder STL-Format. Schließlich wird der Vorgang mit dem richtigen Werkzeug und der richtigen variablen Konfiguration ausgeführt. Der Bohrer dreht sich und bewegt sich nach unten, um das Material zuzuführen. Darüber hinaus gibt es Maschinentypen wie Reihenbohrmaschinen, Radialarmmaschinen, Mehrspindelmaschinen, Mikrobohrmaschinen usw.
Erodierbohren

EDM-Bohren oder Lochbohren EDM-Bearbeitung ist eine berührungslose Methode zum Bohren von Löchern. Dabei wird ein Elektrodendraht als Bohrwerkzeug verwendet, der einen elektrischen Funken mit einem Werkstück innerhalb der dielektrischen Lösung erzeugt. Dieser Funke schmilzt das Material für das Werkstück und erzeugt einen Hohlraum mit der gleichen Drahtelektrodengröße, der bis zu 0.0025 Zoll (0.065 mm) klein sein kann.
Sie können EDM zum Mikrobohren einfacher und gebogener Löcher verwenden. Darüber hinaus ist es mit jedem harten Material kompatibel, solange es elektrisch leitfähig ist.
CNC-Gewindeschneiden
CNC-Gewindebohren erzeugt Gewinde in verschiedenen Arten von Löchern mithilfe der entsprechenden Gewindebohrer und Schneideisen. Wir haben die Möglichkeiten zum Erstellen von Löchern bereits zuvor im Abschnitt zum Gewindebohren besprochen.
Überlegungen zur Auswahl eines richtigen Lochtyps im technischen Design
Ein inkompatibles Lochdesign kann zu Fehlausrichtungen, schwacher innerer Struktur, Funktionsstörungen des Produkts oder sogar zu Montagefehlern führen. Daher ist die Auswahl der richtigen Lochtypen in der Technik für eine präzise und qualitativ hochwertige Fertigung von entscheidender Bedeutung.
Welche Löcher für Ihre Teile oder Produkte am besten geeignet sind, hängt ganz von den Anwendungsanforderungen und dem Arbeitsmaterial ab.
Lassen Sie uns einige wichtige Überlegungen für die richtige Auswahl besprechen;
Vorgesehene Anwendung des Lochs
Benötigen Sie Löcher für den Schmiermittelfluss, die Befestigung von Schrauben und Muttern, die Abdichtung und die Ästhetik oder dienen sie einer anderen Funktion? Diese Frage hilft Ihnen dabei, eine Auswahl der Löcher zu treffen, die Ihren Zweck voll erfüllen können. Gewindebohrer eignen sich beispielsweise am besten für die Schraubbefestigung und einfache Sacklöcher sind für Montageanwendungen geeignet.
Lochgröße und Geometrie
Überlegen Sie, welche Größe Sie benötigen, wie Durchmesser und Tiefe. Stellen Sie als Nächstes sicher, dass die für die Funktionalität erforderliche Form kreisförmig, rechteckig, quadratisch oder unregelmäßig ist. Analysieren Sie dann, welche Arten von Löchern mit dieser Form und Größe möglich sind.
Werkstofftyp
Härte, Sprödigkeit, thermische Stabilität und andere Materialeigenschaften wirken sich auf den Bohrvorgang aus. Daher müssen Sie die Art des Werkstückmaterials berücksichtigen, in das Sie Löcher bohren möchten. Dies hilft auch bei der Identifizierung des Werkzeugmaterials.
Power Source
Dabei muss die Pulverquelle entsprechend dem gewünschten Lochtyp, den Sie herstellen möchten, berücksichtigt werden. Beispielsweise führen Quellen mit geringerer Leistung zu Ungenauigkeiten und Materialverstopfungen. Die Berücksichtigung der verfügbaren Maschinen und der erforderlichen Stromquelle stellt die Herstellbarkeit von Lochdesigns sicher.
Bohren von Löchern in verschiedene Materialien
Sie können viele Arten von Löchern in technische Materialien wie Metalle, Legierungen, Kunststoffe, Verbundwerkstoffe und Holz bohren. Darüber hinaus beschränken ihre unterschiedlichen Eigenschaften die Arten, die Sie darin bohren können.
In der nachstehenden Tabelle sind die Bohrlöcher in verschiedenen Materialien und Überlegungen aufgeführt.
| Werkstoff | Spezielle Überlegungen | Werkzeugbau | Schnelligkeit | Newsfeed |
| Metalle & Legierungen | Kühlung zur Vermeidung von Überhitzung. Wählen Sie einen Bohrer entsprechend der Härte – Kaltverfestigung in Eisenlegierungen. | Bohrer aus Schnellarbeitsstahl (HSS) oder Kobalt, Bohrer mit Hartmetallspitze für harte Legierungen. | Niedrig bis mäßig | Konservativ |
| Kunststoffe | Vermeiden Sie ein Schmelzen durch Hitze. Verwenden Sie scharfe, reibungsarme Werkzeuge. Vermeiden Sie ein Festziehen des Werkstücks, um Rissbildung zu verhindern. | Spezielle Bohrer für Acryl oder Kunststoff, Brad-Point-Bohrer für Präzision. | Hoch und reduziert die Kontaktzeit | Niedrig bis mäßig |
| Composite | Minimieren Sie die Delamination durch Verwendung einer Trägerplatte. Vermeiden Sie übermäßige Kraftanwendung. | Diamantbeschichtete oder Hartmetallbohrer. Verwenden Sie schichtweise kompatible Bohrer. | Niedrig bis mäßig | Konservativ |
| Wald | Verhindern Sie ein Splittern durch Stützen der Austrittsseite. Berücksichtigen Sie die Maserungsrichtung. Verwenden Sie scharfe Werkzeuge, um Verbrennungen zu vermeiden. | Verhindern Sie ein Splittern, indem Sie die Austrittsseite stützen. Berücksichtigen Sie die Maserungsrichtung und verwenden Sie scharfe Werkzeuge, um Verbrennungen zu vermeiden. | Moderat bis hoch | Konservativ |
Passungen, Beschriftungen und Toleranzen von technischen Löchern

Die "fit" hängt mit dem Loch-und-Schaft-Mechanismus zusammen, der den physischen Kontakt oder Abstand zwischen ihnen definiert. Es gibt drei Haupt Arten von Anfällen; Übergangs-, Interferenz- und Spielpassung. Spielpassung bezeichnet einen etwas größeren Lochdurchmesser als die Gegenwelle, während er bei Interferenzpassungen kleiner als der Wellendurchmesser ist. Übergangspassungen sind daher deren kombinierter Zustand.
Callouts sind geometrische Bemaßungssysteme für technische Löcher. Sie enthalten das Symbol und wichtige Bemaßungsinformationen.
Toleranzen sind Qualitätskontrollparameter bei der Lochbearbeitung. Sie stellen die zulässigen Abweichungen von idealen Abmessungen, Tiefe, Durchmesser, Winkeln, Zylindrizität usw. sicher.
Schlussfolgerung
Die verschiedenen Lochvarianten haben ihre eigenen Eigenschaften, Konstruktionspraktiken und Funktionen. Dementsprechend hängt die Wahl vom Zweck des Lochmerkmals ab. Einige sind ideal für Befestigungszwecke und einige bieten effiziente Kühlkanäle. Unterdessen eignen sich kundenspezifische Löcher am besten für einzigartige Funktionsanforderungen. Die Ergebnisse hängen jedoch vom optimalen Design und der Leistungsfähigkeit der Bohrmaschinen ab.
Wenn Sie Ihre Teile mit Lochmerkmalen bearbeiten möchten, bietet RapidDirect Ihnen alle damit verbundenen Lösungen. Unsere Bearbeitungsfabrik bietet 5-Achsen-CNC-Bearbeitung, Drahterodieren, CNC Fräsenund andere Dienstleistungen im Bereich der Lochherstellung. Nutzen Sie unsere Expertise, um Ihr Projekt erfolgreich abzuschließen!
FAQ
Es gibt mehr als 14 Locharten und die meisten davon sind ideal für mechanische Verschraubungen. Zu den beliebtesten Bolzenlöchern zählen Senk-, Senk-, Gewinde- und Spiellöcher.
Dies gilt insbesondere für Stanzvorgänge, bei denen die Kante mindestens das 1.5-fache des Lochdurchmessers entfernt sein muss, d. h. der Abstand von Loch zu Loch zur Kante ≥ 1.5 D.
Es gibt eine einfache Gleichung zum Bestimmen des Durchgangslochdurchmessers und der Toleranz: Durchgangslochdurchmesser = (Schraubendurchmesser + Kopfdurchmesser) / 2.
Um ein Loch zu identifizieren, können Sie auf die Zeichnung schauen und die Symbole (Ø), Beschriftungstabellen und Notationen internationaler Standards identifizieren.



