


Unter den verschiedenen Herstellungsverfahren für Metallteile ist der Metallguss für seine Fähigkeit zur Herstellung komplexer Formen, Materialvielfalt und Produktion in großen Stückzahlen bekannt. Aber Was genau ist Gießen? Dabei handelt es sich um den Prozess, Rohmetalle und Legierungen in gewünschte Funktionsteile umzuwandeln, indem sie in geschmolzener Form in eine vorgefertigte Form gegossen werden, worauf eine Verfestigung folgt. Die Form ist dabei das Spiegelbild der beabsichtigten Teilegeometrie.
Es gibt viele Arten von Gussverfahren, jedes mit einzigartigen Merkmalen und Vorteilen; Sandguss, Druckguss und Feinguss sind nur einige davon. Welche Methoden verwendet werden, hängt jedoch von der Art des Rohmaterials und den Spezifikationen der entworfenen Teile ab. In diesem Artikel werden der Gussprozess, die Techniken, kompatible Metalle und Legierungen sowie Vor- und Nachteile erläutert, um einen umfassenden Überblick zu bieten.
Was ist Gießen?
Es bezieht sich auf alle Metall- und Legierungsteile, die hergestellt werden, wenn geschmolzenes Metall beim Erstarren eine Geometrie bildet. Das flüssige Metall nimmt die Geometrie der Kavität an, die es enthält. Nach dem Gießen fließt das Material über jede Ecke innerhalb der Kavität (Matrize oder Form) und erfasst jedes Detail. Dann wird das Teil aus einer Matrizen- oder Formkavität ausgeworfen.
Wenn wir uns die Geschichte ansehen, kann man den Guss von Steinen bis vor siebentausend Jahren zurückverfolgen (um 3200 v) im Alten Mesopotamien und China um Kupfer in verschiedene nützliche Gegenstände umzuwandeln. Dann wurde Sandguss nach 645 v. Chr. zu einer der bekanntesten Herstellungsmethoden für Werkzeuge und Kochgeschirr.
Im modernen Fertigungszeitalter ist das Metallgussverfahren in alle Branchen integriert, da sich seine Möglichkeiten kontinuierlich weiterentwickeln. Es kann präzise und komplexe Komponenten zu niedrigen Preisen herstellen, insbesondere in großen Stückzahlen. Die Matrize, die Gussform oder andere Hohlformen können Tausende bis Millionen identischer Teile produzieren. Sand- und Feingussformen sind jedoch nur ein einziges Mal verwendbar, was für Prototyping-Projekte wirtschaftlich ist. Darüber hinaus behalten die Gussteile ihre ursprünglichen mechanischen und physikalischen Eigenschaften.
Wie funktioniert das Casting?
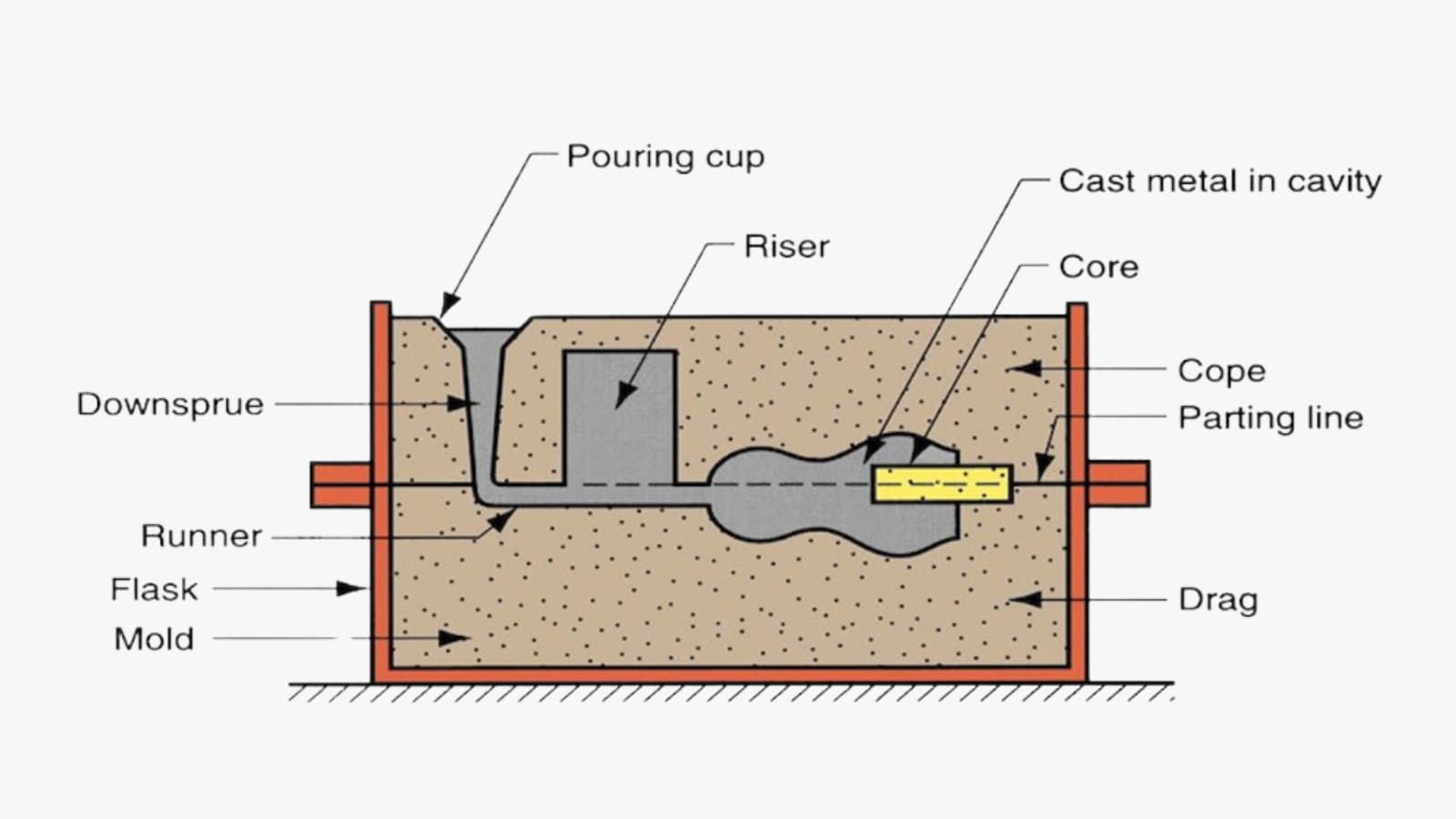
Der Guss- oder Formgussprozess umfasst zwei verschiedene Vorgehensweisen: Er verwendet ein Muster für die Kavität und eine präzise Matrize oder Form, die mehrere Zyklen übersteht. Im Folgenden finden Sie einige Begriffe, die mit der Funktionsweise zusammenhängen:
- Muster: Es handelt sich um eine Nachbildung des gewünschten Teils in Originalgröße aus Metall, Kunststoff oder Holz, das zur Herstellung der Gussform verwendet wurde.
- Kern und Hohlraum: Mit Hohlraum ist ein hohler Abschnitt gemeint, der die äußeren Merkmale des Gussteils umreißt, während der Kern innere Merkmale wie Löcher und Kanäle erzeugt.
- Angusssystem: Kanäle, die den Metallfluss vom Gießofen zur Kavität leiten und steuern. Dazu gehören Komponenten wie Angusskanäle, Angussrinnen und Anschnitte.
- Steigrohr: Ein Reservoir in der Form, das dem Gussstück geschmolzenes Metall zuführt, um die Schrumpfung während der Erstarrung auszugleichen und sicherzustellen, dass das Gussstück frei von Hohlräumen und Defekten bleibt.
Als nächstes erläutern wir Schritt für Schritt, wie das Casting funktioniert.
Schritt 1: Erstellen der Formhöhle
Zum Erstellen der Kavität ist ein Muster erforderlich, da es als Körpermasse der gewünschten Form fungiert. Die Replik oder das Muster kann aus Holz, Kunststoff oder Wachs hergestellt werden. Daher sind bei der Mustergestaltung und -herstellung einige Überlegungen von wesentlicher Bedeutung, wie z. B. Größenanpassung für Schrumpfungstoleranz, Entformungsschrägen für einfaches Entfernen, Kernabdrücke für Hohlprofile usw.
Nachdem das Muster erstellt wurde, wird es in einen Formkasten gelegt, der von Formmaterial wie Sand oder Keramik umgeben ist. Dann nimmt es die Form an und verlässt den Hohlraum beim Auswerfen. Die permanenten Formhohlräume werden jedoch mit fortschrittlichen Fertigungstechniken hergestellt, wie CNC und EDM-Bearbeitung Edelstahl oder Aluminium.
Schritt 2: Eingießen des geschmolzenen Materials
Zunächst wird das Material je nach Gussgröße mit einem Lichtbogen, Induktion oder einem Tiegel geschmolzen. Für ein großformatiges Gussstück sind beispielsweise große Öfen zum Schmelzen des Rohmaterials und kleine Pfannen zum Transportieren vor dem Gießen erforderlich.
Das Gießen erfolgt durch manuelle Handhabung des Tiegels oder durch mechanisches und hydraulisches Kippen. Stranggussmaschinen können geschmolzenes Material jedoch automatisch in Gießwannen gießen, während sich die Formen entlang einer Produktionslinie bewegen. Die Temperatur variiert je nach Schmelzpunkt des Gussmaterials. Beispielsweise erreicht der Edelstahlguss Temperaturen von 1000 bis 1250 °C. Anschließend leiten Anguss- und Anschnittsysteme das flüssige Material in die Kavität.
Schritt 3: Abkühlen und Verfestigen
Sobald das flüssige Metall alle Hohlräume erfasst hat, lässt man es für eine bestimmte Zeit abkühlen und erstarren. Das Kühlsystem kann Kanäle und Durchgänge zur Steuerung der Abkühlgeschwindigkeit umfassen. Die Abkühlzeit hängt von der Größe, Komplexität und Materialart des Gussteils ab.
Bei der Erstarrung vereinigen sich winzige Feststoffteilchen, sogenannte Kristallkeime, und es kommt zum Kristallwachstum, wodurch letztlich die Kornstruktur des jeweiligen Materials entsteht. Dieser Mechanismus ermöglicht die Wiederherstellung der ursprünglichen Eigenschaften.
Schritt 4: Entfernen des gegossenen Produkts
Schließlich wird das Produkt aus der Form entfernt. Wenn die Form erweiterbar ist (Sand- oder Feinguss), bricht der Bediener oder ein mechanisches System sie auf, um die fertigen Teile auszuwerfen. Bei wiederverwendbaren Formen und Matrizen hingegen entfernen Auswurfmechanismen die Metallgussprodukte. Anschließend stellen Reinigung und Nachbearbeitung die Maßgenauigkeit und Oberflächenqualität sicher.
Nachdem wir nun wissen, was Casting ist und wie es grundsätzlich funktioniert, wollen wir nun die Casting-Typen besprechen.
Verschiedene Arten von Gussverfahren
Da die Industrie ständig nach präziseren und komplexeren Gussteilen sucht, entwickeln sich parallel dazu neue Methoden und Techniken für Metallgusstechnologien. Es gibt zahlreiche Arten von Gussverfahren, wie Sand- oder Quarzguss und Druckgussverfahren, die jeweils über einzigartige Fähigkeiten verfügen. Die vergleichende Analyse (Prozess, Vorteile und Anwendungen) dieser Techniken kann Ihnen bei der Entscheidung helfen, welche für Ihr Projekt am besten geeignet ist.
Im Folgenden sind die in der Fertigung gängigen Gussverfahren aufgeführt.
Sandguss
Beim Sandformgussverfahren werden dicht gepackte, feine Materialien auf Siliziumbasis oder Sandkörner zur Herstellung der Form verwendet. Die Form besteht aus zwei Abschnitten: Ober- und Unterteil (obere und untere Hälfte). Währenddessen wird das geschmolzene Metall in den Hohlraum gegossen, der durch diese beiden Abschnitte gebildet wird. Dieser Mechanismus gewährleistet auch eine präzise Ausrichtung, einfache Handhabung, komplexe Formen und effiziente Anschnitte.
Vorteile:
- Der Formenbau- und Gussprozess ist einfach und hinsichtlich der Werkzeugkosten äußerst kostengünstig.
- Sandformguss ist mit fast allen Legierungen kompatibel, sowohl mit Eisen- als auch mit Nichteisenmetallen.
- Vielseitigkeit in Form und Größe. Es können Teile mit einem Gewicht von über 200 Tonnen gegossen werden.
- Obwohl die Maßgenauigkeit gering ist, ist die Nachbearbeitung unkompliziert und nimmt weniger Zeit in Anspruch.
Anwendungen: Kolben, Buchsen, elektronische Komponenten, Ventile, Lager, Motorkurbelgehäuse, Anlagenmaschinen usw.
Feinguss
Die Feinformgussverfahren ist relativ komplexer als Sandguss. Dabei wird eine Form mit Wachsmustern hergestellt, die mit einem zentralen Wachskanal verbunden sind. Dann umgibt feuerfestes Material wie Keramik dieses Netzwerk. Als nächstes schmilzt das Erhitzen der Form die Wachsmuster im Inneren des feuerfesten Materials und hinterlässt eine glatte Hohlform, weshalb es auch als Wachsausschmelzverfahren bekannt ist. Dann wird Flüssigkeit in diese Hohlform gegossen und die Form wird zerbrochen, um die Teile nach der vollständigen Verfestigung zu entnehmen.
Vorteile:
- Die Verwendung eines Wachsmodells ermöglicht die Herstellung von Hohlprofilen, Hinterschneidungen und Innenkanälen ohne Einsetzen des Kerns.
- Feinere Kornstruktur und bessere Oberflächengüte.
- Gute Maßgenauigkeit (± 0.1mm)
- Dünnwandige Teile mit komplexen Geometrien
Anwendungen: Militär- und Flugzeugkomponenten wie Motorteile, Industrieanlagenkomponenten, Automotoren und Abgassysteme, medizinische Implantate und Instrumente usw.
Druckguss
Bei diesem Guss werden Dauerformen (Matrizen genannt) aus starken Materialien wie gehärtetem Werkzeugstahl verwendet. Es wird typischerweise für Materialien wie Zink, Aluminium, Kupfer und Zinn verwendet. Die Druckgussverfahren Dazu gehört das Schmelzen des Rohmaterials in einem Ofen, der an die Gießmaschine angeschlossen sein kann, aber nicht muss. Anschließend überträgt der hydraulische Kolben oder Einspritzmechanismus die Flüssigkeit in die Form. Dabei kann der Druck bis zu 25000 psi erreichen.
Vorteile:
- Enge Toleranzen und Konsistenz über alle Produktionszyklen hinweg
- Geringerer Bedarf an Nachbearbeitungsvorgängen
- Kostengünstig für die Massenproduktion
Anwendungen: Das Anwendungsspektrum ist breit; Automobilteile, Turbinenschaufeln und Flugzeugzellen von Flugzeugen, Elektrogehäuse, Industrieprodukte, Werkzeugmaschinen und Haushaltsgeräte sind nur einige Beispiele.
Schleuderguss
Beim Schleudergussverfahren oder Rotationsgussverfahren wird eine zylindrische Form verwendet, die sich um ihre Achse dreht. In diese rotierende Form wird flüssiges Metall gegossen. Die Zentrifugalkraft drückt das gegossene Metall gegen die Formwände und bildet eine gleichmäßige Schicht. Durch die Verfestigung erhält die Form dann ihre Form mit einer bestimmten Dicke.
Vorteile:
- Frei von Poren durch kontinuierliche Zufuhr von Metallflüssigkeit
- Da Schleudergussteile nach innen erstarren, ist die Gefahr von Gaseinschlüssen und Lunkerbildung minimal.
- Durch den Verzicht auf einen Steiger wird der Materialverbrauch beim Betonieren reduziert.
- Eine dichte und homogene Kornstruktur.
Anwendungen: Dieses Gussverfahren wird überwiegend zur Herstellung symmetrischer Gegenstände wie Hohlzylinder, Wellenhülsen, Rohre und Schläuche, Druckbehälter, Scheibenprofile usw. verwendet.
Niederdruckguss
Der Druck des an die Gießmaschine angeschlossenen Gieß- oder Druckofens beträgt typischerweise 0.02 bis 0.07 MPa. Der Gießofen bleibt unterhalb der Gussform, drückt das flüssige Metall mit dem Steigrohr nach oben und leitet es dann in die Kavität. Der kontinuierliche Druck ist notwendig, um die Kavität zu füllen. Sobald sie gefüllt ist, kühlen die Kühlkanäle die Form kontrolliert ab, bis eine vollständige Verfestigung erreicht ist.
Vorteile:
- Der niedrige Druck ermöglicht eine präzise Kontrolle der Füllung und verhindert Turbulenzen, wodurch Defekte wie Porosität und Schrumpfung reduziert werden.
- Hohe Genauigkeit und detaillierter Guss.
- Das Niederdruckgussverfahren ist mit verschiedenen Nichteisenmetallen wie Aluminiumlegierungen kompatibel.
- Die glatte Füllung ermöglicht auch das Gießen scharfer Ecken und komplizierter Geometrien.
Anwendungen: Zylindernabe und -rahmen, Radnaben, Küchengeschirr, kundenspezifische Hohl- und komplexe Profile, Beschläge, Komponenten für elektronische Geräte usw.
Schwerkraft-Druckguss
Beim Kokillengussverfahren ist für das Gießen des Metalls kein Druckguss oder Kolbenmechanismus erforderlich. Dabei wird das Material mithilfe der Schwerkraft aus dem Ofen oder der Pfanne in die Form befördert. Bis zum Abschluss der Füllung beeinflussen keine anderen Kräfte den Fluss. Darüber hinaus eignet es sich hauptsächlich für Nichteisenlegierungen mit niedrigem Schmelzpunkt, wie Kupfer, Zink, Aluminium und Magnesium.
Vorteile:
- Deine Struktur, bessere mechanische Eigenschaften und Oberflächenbeschaffenheit.
- Das Fehlen eines Druckflusses sorgt für minimale Porosität in den Endteilen.
- Die Werkzeugausstattung ist einfacher als bei anderen Dauerformen, da kein Einspritzmechanismus erforderlich ist.
Anwendungen: Der Schwerkraft-Kokillenguss bietet vielfältige Anwendungsmöglichkeiten in zahlreichen Branchen, darunter Automobilkomponenten, Teile für industrielle Maschinen, Triebwerke und Gehäuseelemente für die Luft- und Raumfahrt, Dekorationsartikel, Teile für Haushaltsgeräte und mehr.
Vakuum-Druckguss
Wie der Name andeutet, das Vakuumgussverfahren formt geschmolzenes Metall oder Kunststoff ins Vakuum. Normalerweise entfernt eine Pumpe oder ein ähnlicher Mechanismus während des Prozesses die gesamte Luft aus der Form.
Silikonformen, wie Polyurethan, werden für Gummi- und Kunststoffformen verwendet. Allerdings können auch andere Formen und Matrizen verwendet werden, um verschiedene Materialien im Vakuum zu gießen. Darüber hinaus ahmt diese Gussherstellung einige Eigenschaften der Spritzgusstechnik nach. Diese Vakuumgussstrategie kann auch an Standard-Druckguss angepasst werden, um das Risiko von Lufteinschlüssen zu minimieren.
Vorteile:
- Hohe Präzision und Genauigkeit, insbesondere für Projekte, bei denen Formen im 3D-Druckverfahren gedruckt werden.
- Feiner Guss mit komplizierten Details
- Dadurch wird die Gefahr der Porenbildung im Gussmetall eliminiert.
- Gute Möglichkeit, Teile mit dünneren Wänden zu gießen
Anwendungen: Funktionale Kunststoffprototypen, medizinische Implantate und Prothesen, Konsumgüter, Karosserieteile und andere Komponenten für Autos, Komponenten für die Lebensmittelverarbeitung usw.
Druckgusspressen
Bei dieser Methode werden die Teile durch Pressen des flüssigen und halbfesten Materials in der Form hergestellt. Zuerst füllt das flüssige Metall die erhitzte offene Form, dann schließen die oberen Teile sie und üben Druck durch die angeschlossene Hydraulikplatte oder andere geeignete Mechanismen aus. Die Teile erstarren unter Druck und bieten bessere mechanische Eigenschaften. Darüber hinaus ist es auch als Flüssigmetallschmieden bekannt.
Es gibt zwei Arten des Druckgusses: direkt und indirekt. Beim direkten Verfahren füllt das geschmolzene Metall die Form und die obere Hälfte schließt die Form. Bei indirekten Verfahren wird das geschmolzene Metall zuerst in die Kavität gespritzt und anschließend über einen Stempel oder Kolben hoher Druck ausgeübt.
Vorteile:
- Hervorragende Oberflächenstruktur und minimale Porosität.
- Schnelle Produktionszyklen.
- Durch das Squeeze-Casting werden präzise (nahezu endkonturierte) Teile erzeugt.
- Durch die schnelle Wärmeübertragung beim Pressen entstehen feine Mikrostrukturen.
Anwendungen: Hochfeste Automobilkomponenten wie Fahrgestell- und Motorhalterungen, Teile für die Luft- und Raumfahrt, Industriegetriebe und Hydraulikkomponenten, Teile für medizinische Geräte usw.
Verlorener Schaumguss
Der Name „Lost Foam“ liegt darin begründet, dass ein Polystyrolschaummuster des gewünschten Teils für die Herstellung der endgültigen Form verantwortlich ist. Das Muster wird in feuerfeste Materialien gelegt, die nach dem Eingießen des flüssigen Materials wegschmelzen und nach dem Erstarren die Form liefern. Durch das Aufbrechen der Form kommt dann das Teil zum Vorschein.
Vorteile:
- Komplexe Geometrien mit hervorragender Oberflächenqualität und minimalem Nachbearbeitungsaufwand.
- Das Lost-Foam-Gussverfahren ist mit verschiedenen Materialien kompatibel, darunter Eisen, Edelstahl, Aluminium und Kupfer.
- Es vereinfacht die Herstellung und reduziert Zeit, Arbeit und Materialverschwendung.
Anwendungen: Schnelle Prototypen zum Testen, Automobil-Zylinderköpfe und Schweißkonstruktionen, Rohrverbindungen, Ventile, Pumpengehäuse usw.
Kontinuierliches Gießen
Das Stranggießen umfasst kontinuierliches Gießen, Erstarren und Entnehmen von Teilen in einer Produktionslinie. Aufbau und Verfahren umfassen eine Pfanne oder einen Ofen, und das Material fließt durch ein Kontrollsystem in die Formhöhle. Anschließend senkt ein Kühlmechanismus (Wasserkanäle) in der Form die Temperatur schnell ab. Während die Formteile also deutlich kühler bleiben, werden sie durch weiteres Wasserspray auf Raumtemperatur gebracht.
Vorteile:
- Es handelt sich um einen unkomplizierten Vorgang, da beim kontinuierlichen Gießen weder Gießrinne noch Anguss noch Steigrohr erforderlich sind.
- 100 % Ausbeute, kein Materialverlust.
- Die Automatisierung des kontinuierlichen Gießens steigert die Effizienz und Produktivität.
Anwendungen: Teile mit gleichbleibendem Profil, wie etwa Balken, Stützen, Stäbe, Streifen, Rohre usw.
Beim Gießen verwendete Materialien
Mehrere Eisen- und Nichteisenlegierungen sind mit den Metallgussverfahren kompatibel. Die folgende Tabelle zeigt kurz die Gussmaterialien, ihre Eigenschaften und Güteklassen.
| Metall-Legierungen | Gussqualitäten | Zugfestigkeit | Ermüdungsbeständigkeit | Härte | Verschleißschutz | Korrosionsbeständigkeit |
| Magnesium | AZ91D, AM60, AM50 | Konservativ | Gut | Konservativ | Konservativ | Konservativ |
| Aluminium | A356, 6061, 7075 | Konservativ | Ausgezeichnet | Konservativ | Gut | Ausgezeichnet |
| Eisen | Grauguss (G3000), Sphäroguss (65-45-12) | Hoch | Hoch | Hoch | Hoch | Niedrig bis mäßig |
| Zink | Zamak 3, Zamak 5, ZA-8 | Konservativ | Niedrig | Konservativ | Konservativ | Gut |
| Stahl | Kohlenstoffstahl (AISI 1020), Edelstahl (304, 316) | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | Mäßig bis ausgezeichnet |
| Kupferlegierungen | Messing (C36000), Bronze (C95400) | Hoch | Gut | Konservativ | Hoch | Ausgezeichnet |
| Bleilegierungen | Blei-Zinn-Legierung, Blei-Antimon-Legierung | Niedrig | Niedrig | Niedrig | Niedrig | Hoch |
Vorteile des Gießens
Komplexe Formen und Geometrien
Beim Gussverfahren können durch Bearbeitung komplexe Formen und Merkmale erzeugt werden. Zum Beispiel interne Kanäle und Hohlräume, Hinterschneidungen, dünne Wände, Hohlprofile, mehrteilige Baugruppen, asymmetrische Geometrien usw. Der Grund für diese Fähigkeit liegt darin, dass geschmolzenes Metall in jeden kleinen Hohlraum und jede scharfe Ecke fließen kann.
Vielseitigkeit der Materialien
Es kann mit einer Vielzahl von Metallen und Legierungen arbeiten, Eisen und Nichteisen. Einige Beispiele sind Eisen-, Stahl-, Zink-, Kupfer-, Aluminium- und Bleilegierungen. Die große Materialvielfalt bietet daher die Flexibilität, das optimale Material mit den gewünschten Eigenschaften auszuwählen. Darüber hinaus ist auch das Gießen von Metallen, die sich nur schwer bearbeiten oder schmieden lassen, problemlos möglich.
Kosteneffizienz
Sandguss und andere expandierbare Formgussverfahren sind für kleine Mengen oder Prototypen kostengünstig. Andererseits sind Dauerformguss- oder Kokillengussverfahren für die Fertigung in großem Maßstab geeignet, da einmalige Werkzeugkosten bis zu Millionen von Zyklen abdecken können. Insgesamt ist Gießen ein kostengünstiges Fertigungsverfahren.
Formatbereich
Teile jeder Größe sind gießbar, von einigen Hundert Gramm bis zu über 200 Tonnen. Beispielsweise ein kleiner Motorradmotorblock oder ein großes Dampfturbinengehäuse und Sockel für Industrieanlagen.
Hohe Festigkeit und Haltbarkeit
Der kontrollierte Abkühlungsprozess zur Verfestigung der Form sorgt für eine gleichmäßige Kornstruktur und behält in alle Richtungen die gleichen mechanischen Eigenschaften (Festigkeit und Zähigkeit) bei. Darüber hinaus verbessern fortschrittliche Techniken wie Wärmebehandlung und Legierung die Verschleißfestigkeit, Korrosionsbeständigkeit und allgemeine Haltbarkeit.
Reduzierter Abfall
Der Materialabfall von Anguss, Einlauf und Kanal kann durch erneutes Schmelzen in nachfolgenden Zyklen oder Chargen wiederverwendet werden. Daher entsteht bei der Gussherstellung nur minimaler Materialabfall, was die Produktionskosten senkt und sich positiv auf die Umweltverträglichkeit auswirkt.
Nachteile des Gießens
Anfängliche Kosten und Zeit
Die Kosten und der Zeitaufwand für die Einrichtung der Form sind höher als die Werkzeugkosten bei anderen Fertigungsverfahren, insbesondere bei Dauerformen. Dies wirkt sich auf die Produktionskosten pro Teil bei der Kleinserienproduktion aus. Die langen Einrichtungs- und Produktionszyklen wirken sich auch auf die Zeit vom Design bis zur Markteinführung aus.
Oberflächenbeschaffenheit und Präzision
Gussteile weisen aufgrund der Art der Formmaterialien bei Verfahren mit Sand- und feuerfesten Formen oft eine raue Oberfläche und inkonsistente Abmessungen auf. Daher müssen Gussprodukte nachbearbeitet werden, beispielsweise durch Trimmen und Schleifen.
Mängel und Qualitätskontrolle
In den Metallgussteilen können Defekte aufgrund von eingeschlossenem Gas, Strömungsturbulenzen, ungleichmäßiger Kühlung, komplexen Qualitätskontrollprozessen und anderen Ursachen auftreten – beispielsweise Porosität, Schrumpfung, Verformung und Einschlüsse. Diese Defekte schwächen die physikalische Struktur und die Eigenschaften.
Komplexe Prozesssteuerung
Ein weiterer Nachteil des Gießens ist die Komplexität der Prozesssteuerung. Die Kontrolle vieler Parameter wie Temperatur, Durchflussrate, Druck, Abkühlrate und Aushärtungszeit macht es schwierig, den Prozess genau zu steuern. Darüber hinaus erhöhen die metallurgischen Eigenschaften des geschmolzenen Materials die Komplexität. Infolgedessen kann der Prozentsatz fehlerhafter Teile und der Nachbearbeitungsbedarf steigen.
Industrielle Anwendungen des Gießens
Lassen Sie uns als Nächstes darüber sprechen, was Casting im Hinblick auf Anwendungen in vielen Branchen ist.
Automobilindustrie
Die Vielfalt der Gussanwendungen in der Automobilindustrie lässt sich daran erkennen, dass „das Druckgussverfahren ursprünglich zur Herstellung komplexer Zinkteile für Automobile erfunden wurde.“ Heutzutage sind Automobile in hohem Maße auf die Gusstechnologie angewiesen, um leichte und dennoch langlebige Teile herzustellen, die zur Kraftstoffeffizienz und Leistung beitragen, wie etwa Motorblöcke, Zylinderköpfe und Getriebekomponenten. Die Gusstechnik kann die Feinheiten und komplexen Merkmale dieser Teile mithilfe von Einsatzkernen und einem kundenspezifischen Werkzeugansatz präzise herstellen. Gleichzeitig ermöglicht Aluminiumdruckguss die Herstellung leichter und langlebiger Teile.
- Hochfeste und leichte Motorkomponenten aus Aluminiumguss.
- Fahrwerksteile, Kraftübertragungskomponenten.
- Klimaanlagenteile.
- Kraftstoffzufuhr, Lenkung, Getriebe usw.
Luft-und Raumfahrtindustrie
Mit den Gussverfahren können Leichtbaustoffe wie nickelbasierte Superlegierungen, Aluminiumlegierungen und Magnesiumlegierungen zu komplexen Luft- und Raumfahrtkomponenten verarbeitet werden. Gleichzeitig verbessern die kontrollierte Abkühlung und Verfestigung ihre Eigenschaften. Die Luft- und Raumfahrtindustrie profitiert also von der Herstellung leichter und langlebiger Teile, die die Kraftstoffeffizienz und Leistung von Flugzeugen und Raumfahrzeugen verbessern.
Folglich ist Feinguss in der Luft- und Raumfahrtindustrie das am weitesten verbreitete Verfahren. Allerdings sind auch Kokillen-, Lost-Foam-, Sand- und andere Gussverfahren weit verbreitet. Das Gussverfahren ermöglicht die Herstellung von Luft- und Raumfahrtteilen mit komplexen Geometrien und internen Kühlkanälen, wie Motorblöcken, Zylinderköpfen und Getriebekomponenten. Weitere Anwendungen sind:
- Motorkomponenten, Turbinenleitschaufeln, Teile des Kraftstoffsystems, Fahrwerksteile usw.
- Einlass- und Auslassspiralen des Pumpengehäuses.
- Hydraulische Systemkomponenten.
- Innenausstattung und Teile des Kontrollraums.
Verbrauchsgüter
Die Möglichkeit, komplexe Designs wie kunstvolles Dekor, detailreiche Küchenutensilien und langlebiges Kochgeschirr herzustellen, macht es für viele Konsumgüter geeignet. Techniken wie Feinguss, Matrizenguss, Lost Foam und Sandguss werden für die Herstellung dieser Artikel verwendet. Da feine Details und Ästhetik bei diesen Anwendungen von entscheidender Bedeutung sind, sorgen Gussverfahren auch dafür, dass die Oberfläche der Hohlraumwände glatt ist.
- Dekorationsartikel, Wandhaken, Bilderrahmen, Leuchten usw.
- Türgriffe, Knöpfe und andere ähnliche Beschläge.
- Küchenutensilien wie Spatel, Flaschenöffner, Spülbeckenarmaturen, Mixersockel und Herdplatten.
Industrieanlagen und Maschinen
Bei der Gussherstellung bleiben die ursprünglichen Eigenschaften der Rohstoffe erhalten und können durch Zugabe von Füllstoffen und Zusatzstoffen sogar verbessert werden. Folglich können Sand-, Kokillen- und andere Gussformen hochfeste und korrosionsbeständige Legierungen wie Edelstahl, Kohlenstofflegierungen und Aluminium formen. Darüber hinaus ist das Gießen auch mit großen und schweren Konstruktionen kompatibel. So können durch Gießen starke, langlebige, verschleiß- und korrosionsbeständige Teile für schwere Maschinen und Industrieanlagen hergestellt werden. Zum Beispiel Pumpen, Getriebe, Ventile, Hydraulikzylinderkomponenten, Brechbacken, Förderbandrollen, kundenspezifische Gehäuse usw.
Medizintechnik
Die biokompatiblen Materialien Chrom, Titan, Zirkonium und Titanlegierungen können mithilfe verschiedener Techniken ebenfalls präzise gegossen werden. Die Feingussteile bieten eine hervorragende Oberflächenbeschaffenheit, Präzision und komplexe Merkmale, die für medizinische Implantate und chirurgische Instrumente zur Gewährleistung der Patientensicherheit zwingend erforderlich sind. Mittlerweile werden Sand-, Matrizen- und andere Formen auch zur Herstellung von Gerätegehäusen, Teilen für Diagnosegeräte und medizinischem Mobiliar verwendet.
Einige andere spezifische Anwendungsbeispiele sind:
- Individueller Hüftersatz, Kniegelenk-, Wirbelsäulen- und Zahnimplantate
- Herzklappenrahmen, Zangen und chirurgische Skalpelle
- Chirurgische Scheren und Trays
- MRT-Gerätegehäuse und CT-Scanner-Rahmen
Energie Sektor
Durch das Gießen hochfester Materialien wie Edelstahl, Magnesium, Aluminium und Zinklegierungen können Komponenten und Produkte für den Energiesektor hergestellt werden, die hohen Belastungen sowie rauen chemischen und Umweltbedingungen standhalten. Darüber hinaus gewährleisten Verfahren wie Feinguss und Druckguss Präzision und Konsistenz mit minimalen Defekten, was für die Zuverlässigkeit von Energieanlagen unerlässlich ist.
- Windturbinenteile wie Naben, Getriebegehäuse und Hauptrahmen im Sand- und Feingussverfahren mit hoher Präzision und struktureller Integrität.
- Turbinenschaufeln, Leitschaufeln und Brennkammern mit komplexer Detaillierung und engen Toleranzen.
- Druckbehälter, Kernummantelungen und Teile von Dampferzeugern für Kernreaktoren.
- Solarenergie-Panels und EV-Komponenten.
Vergleich zwischen Gießen und Spritzgießen

Grundsätzlich ist die Spritzgussprozess beruht ebenfalls auf dem Prinzip, das geschmolzene Material in einer vorgegebenen Form der Kavität zu verfestigen. Der detaillierte Mechanismus, die Fähigkeiten, die Materialverträglichkeit und andere Aspekte unterscheiden sich jedoch voneinander. Als nächstes zeigt die individuelle Ausarbeitung dessen, was Gießen und was Spritzgießen ist, die Unterschiede in der Tiefe.
Das Spritzgussverfahren
Es handelt sich um eine Fertigungstechnologie, die überwiegend für die Massenproduktion von thermoplastischen Teilen verwendet wird, mit Ausnahme einiger Duroplaste und Metalle. Der flüssige Kunststoff oder die Metalle werden unter hohem Druck in die Formhöhle eingespritzt; das Material fließt innerhalb der Form und nimmt nach der Verfestigung die Details der Höhle an. Darüber hinaus entfernen Auswerferstifte oder andere Systeme das Teil aus der Form. Normalerweise werden Spritzgussformen aus hochfesten Stahllegierungen hergestellt.
Vorteile
- Gleichbleibende Dimension und Gesamtqualität über alle Chargen hinweg
- Kosteneffizient bei hohen Stückzahlen
- Schneller Produktionszyklus
- Hohe Automatisierung möglich
- Es kann sekundäre Einsätze und andere Materialarten aufnehmen, um ein einzelnes Element zu bilden.
Nachteile
- Hohe Werkzeug- und Ausrüstungskosten sind bei der Produktion kleiner Stückzahlen wirtschaftlich ungünstig.
- Geringere Qualität und strukturelle Integrität als Gussprodukte.
- Die Materialvielfalt ist auf Polymere und wenige Metalle beschränkt.
- Die großformatigen Bauteile sind nicht für das Spritzgießen geeignet.
Geeignete Anwendungen
Hochfeste Automobilkomponenten, Präzisionshardware für die Luft- und Raumfahrt, Maschinen für Industrieanlagen, zuverlässige Energiekomponenten, Schwergeräte, medizinische Implantate usw.
Der Casting-Prozess
Das Gießen, insbesondere das Druckgießen, ist dem Spritzgießen relativ ähnlich; Sie können die Matrize mit der Spritzgussform vergleichen. Es gibt jedoch einen Hauptunterschied in der Druckanwendung beim Druckgießen im Vergleich zum Spritzgießen. Der hohe Druck wird vom Einspritzzeitpunkt bis zum Erstarren des Metalls während des Gießvorgangs aufrechterhalten. Beim Spritzgießen hingegen wird geschmolzener Kunststoff oder Polymer unter hohem Druck in eine Kavität gespritzt, die dann abgekühlt wird, um ein festes Teil zu bilden.
Vorteile
- Es entstehen Teile mit hervorragenden mechanischen Eigenschaften und Oberflächengüte.
- Möglichkeit für komplexe Formen und Merkmale wie Hinterschneidungen, interne Kanäle, tiefe Rillen und unregelmäßige Profile.
- Geringe Werkzeug- und Ausrüstungskosten.
- Es können solche Teile in großen Größen hergestellt werden.
- Verschiedene Materialoptionen: Aluminium, Edelstahl, Kohlenstoffstahl, Zink, Magnesium und viele mehr.
Nachteile
- Um die Maß- und Endbearbeitungsspezifikationen zu erfüllen, müssen die Gussteile möglicherweise nachbearbeitet werden.
- Relativ höheres Risiko für Porosität, Hohlräume und andere Defekte als beim Kunststoffformen.
Geeignete Anwendungen
Konsumgüter, medizinische Geräte, Elektronikteile und -gehäuse, Industriegetriebe und -buchsen, Sportartikel, Haushaltsgeräte und Lagerbehälter.
Schlussfolgerung
Wir haben besprochen, was Gießen ist und andere damit verbundene Aspekte, Materialien, Typen, Vor- und Nachteile sowie Anwendungen. Insgesamt ist es eine herausragende Fertigungstechnologie für komplexe Metallteile mit hoher Festigkeit, struktureller Integrität, Verschleiß- und Korrosionsbeständigkeit sowie engen Toleranzen, die für zahlreiche industrielle Anwendungen geeignet ist. Die Vielfalt der Gießverfahren, von Sandguss über Kokillenguss bis hin zum verlorenen Formguss, kann unzähligen Fertigungsanforderungen gerecht werden. Die Wahl der für Ihre Teile geeigneten Gießtechnik oder -methode hängt jedoch von Materialtyp, Designkomplexität, Präzision, Produktionsumfang, Budget usw. ab.
Bei RapidDirect bieten wir umfassender Druckguss und Vakuumgussdienstleistungen mit über 50 Metall- und Legierungsoptionen. Unsere hauseigenen Einrichtungen für die Herstellung von Matrizen und Formen ermöglichen es uns, kundenspezifische und einzigartige Designs zu fertigen. Darüber hinaus gewährleistet unsere Priorität auf Echtzeitüberwachung und Qualitätskontrolle Präzision und Konsistenz bei jedem von uns gegossenen Teil. Sie können also darauf vertrauen, dass unsere Ingenieure und unsere Gießerei Sie bei Ihrem Projekt unterstützen.



